山西進口內徑千分尺精度
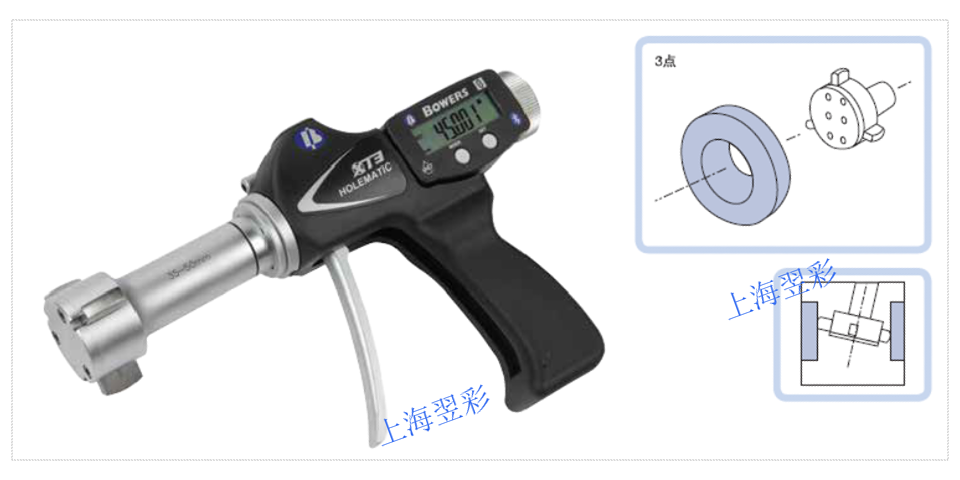
外徑千分尺和內徑千分尺的精度均能達到較高的水平,一般都能達到0.01毫米甚至更高。然而,由于測量對象和測量原理的不同,兩者在精度要求和校正方法上可能存在細微差別。外徑千分尺在測量外部尺寸時更注重直線度和平行度的校正;而內徑千分尺在測量內部尺寸時則需考慮支承位置對重力變形的影響以及姿態測量誤差等問題。Bowers XT螺紋內徑千分尺具有非常強的適應性。只要你擁有我們的式內徑千分尺,你就可以連接使用多種測頭,以得到快速高效可被記錄的測量結果。無需多個螺紋塞規,從而降低了年度校準成本。內徑千分尺的測量范圍可以根據需要進行調整。山西進口內徑千分尺精度
內徑千分尺的讀數方法是一個相對精確且需要細致觀察的過程,讀取主尺上的整毫米數值:內徑千分尺的主尺上通常有毫米(mm)刻度,首先讀取主尺上與測量面相對應的整毫米數值。這是測量結果的主要部分。觀察微分筒上的刻線:主尺旁邊有一個帶刻度的圓柱形微分筒,微分筒上有50個等分格,每轉動一圈相當于0.5毫米。在測量時,微分筒會隨著測量頭的移動而轉動,通過觀察微分筒上的刻線對準固定基準線(如主尺上的某一刻度線)的位置,可以讀出小數部分的毫米值。確定小數部分:通常每個小格0.01毫米,因此需要根據微分筒上刻線的位置來確定小數部分的數值。例如,如果微分筒上的刻線對準了第35個小格,那么小數部分就是0.35毫米。將主尺讀數與微分筒讀數相加:將主尺上讀取的整毫米數值與微分筒上讀取的小數部分毫米值相加,得到的就是被測孔徑的總尺寸。例如,如果主尺讀數為45毫米,微分筒讀數為0.35毫米,那么被測孔徑的尺寸就是45.35毫米。吉林電子內徑千分尺聯系方式數顯三爪內徑千分尺,測量精度超乎想象。

機械內徑千分尺,作為精密測量工具的重要成員,在機械加工、模具制造、軸承生產等領域發揮著至關重要的作用。機械內徑千分尺的工作原理主要基于螺旋付傳動原理。具體來說,它利用螺桿在螺母中的旋轉運動,通過螺旋放大效應來精確測量物體的內徑尺寸。當測微螺桿在螺母中旋轉一周時,螺桿會沿著旋轉軸線方向前進或后退一個螺距的距離。這種微小的軸向移動,通過精密的刻度盤和可動刻度進行讀數,從而實現對內徑尺寸的精確測量。在具體操作中,當測砧和測微螺桿并攏時,可動刻度的零點會與固定刻度的零點重合。隨后,旋出測微螺桿,使測砧和測微螺桿的面正好接觸待測長度的兩端。這一過程中,需特別注意避免用力旋轉,以免產生不必要的誤差。在快要接觸到測量面時,應慢慢旋轉左右面的棘輪轉柄,直至傳出咔咔的響聲,此時測微螺桿向右移動的距離即為所測的長度。這一長度的整毫米數從固定刻度上讀出,而小數部分則通過可動刻度得出。
內徑千分尺作為一種精密的測量工具,在制造業、工程檢測、質量控制等多個領域發揮著不可或缺的作用。它主要用于測量內孔的尺寸,包括但不限于內徑、槽寬以及兩個內表面之間的距離,為產品設計和制造的精度提供了重要保障。內徑千分尺直接且主要的應用就是測量工件的內徑尺寸。在機械制造中,各種軸承孔、氣缸孔、管道內徑等都需要進行精確測量,以確保零部件的互換性和裝配精度。內徑千分尺通過其精細的測量爪和讀數系統,能夠實現對內徑尺寸的高精度測量,滿足制造業對產品質量的高標準要求。內徑千分尺的校準周期應根據使用頻率和測量要求來確定。

英國寶禾BOWERS三爪式數顯內徑千分尺,還融入了先進的數字化顯示技術和三點定位測量法,精度高,機械內徑千分尺的精度可達到0.001毫米級別,甚至更高,滿足了對高精度測量的嚴格要求。這對于需要嚴格控制尺寸精度的機械加工和制造領域尤為重要。高可靠性:其使用簡單、操作方便,且不易產生誤差。通過精密的螺旋付傳動和刻度讀數系統,能夠確保測量結果的準確性和可靠性。高效性:機械內徑千分尺測量速度快,且可以進行實時顯示和數據存儲,方便后期處理和分析。對于需要大量測量數據的場景,這一優點尤為突出。數顯三爪千分尺,內徑測量更值得信賴。吉林電子內徑千分尺聯系方式
內徑千分尺的精度和穩定性對于保證產品質量具有重要意義。山西進口內徑千分尺精度
怎樣使用內徑千分尺測量?安裝測量頭:利用尺寸相對較大的接桿跟測微頭進行連接,以減少連接后對應軸線彎曲。對于大尺寸的內徑,可能需要進行接長處理,但需注意重力變形對測量結果的影響。放置測量頭:將內徑千分尺的測量頭垂直放入工件的內孔中,確保測量頭與工件內壁充分接觸。在放置過程中,要注意選擇好對應的支承位置,以減少測量誤差。調整測量頭:先轉動粗調部分,使測量頭與工件內壁快速接近。當測微螺桿快靠近被測物體時,應停止使用旋鈕,而改用微調旋鈕,避免產生過大的壓力。繼續調整微調部分,直到內部棘輪發出“咔、咔”聲為止,表示測量頭已與被測工件緊密貼合。鎖定位置:順時針轉動鎖緊螺母,使其與內徑千分尺的測量面齊平。此時,內徑千分尺的測量頭將被鎖定在工件的內孔中,保持測量狀態的穩定。山西進口內徑千分尺精度
- 高速三維掃描儀調試 2024-12-29
- 云南三維掃描儀價格比較 2024-12-29
- 山西電子內徑千分尺哪個好 2024-12-29
- 云南進口三維掃描儀 2024-12-28
- 進口三維掃描儀應用 2024-12-28
- HRC硬度計哪家強 2024-12-28
- 棘輪內徑千分尺品牌 2024-12-28
- 河南機械內徑千分尺哪家好 2024-12-28
- 遼寧進口內徑千分尺哪個好 2024-12-28
- 江蘇電子內徑千分尺哪個好 2024-12-28
- 吉林紫外可見分光光度計原理 2024-12-29
- 科研灌流系統細胞計數儀價格實惠 2024-12-29
- 天津彈簧疲勞試驗機批發廠家 2024-12-29
- 福建熱成像校準系統服務價格 2024-12-29
- 杭州生物恒溫培養箱價格 2024-12-29
- 四川手持式精密負荷測量儀廠家 2024-12-29
- 山東304角座閥 2024-12-29
- 南京DVnext粘度計測量誤差 2024-12-29
- 安徽DVPlus粘度計使用范圍 2024-12-29
- 上海氣動球閥工廠直銷 2024-12-29