浙江RJ線束定制
減慢流水線的速度,所以工藝人員要經常待在現場不斷總結。***一步就是,總裝工藝。能夠編根據產品開發部門設計的裝配臺板,設計工裝設備、物料盒規格尺寸并將所有裝配護套和附件的編號貼于物料盒上以提高裝配效率。編制各個工位裝配內容和要求,平衡整個總裝工位防止出現一點工作量過大,拉下整個流水線速度的情況。要做到工位平衡,工藝人員必須對每個操作了熟于心并現場測算工時,隨時調整裝配工藝。此外,線束工藝還包括編制材料消耗定額明細表、工時測算、工人培訓等,由于技術含量值不高,這些也就不細說了。總而言之,汽車線束在車內電子技術含量和質量,逐漸成為評價汽車性能的一項重要指標。汽車廠商對于線束的選擇應該尤為重視,也有必要了解下汽車線束的工藝和生產。線束,就選昆山建晶電子有限公司,讓您滿意,歡迎新老客戶來電!浙江RJ線束定制

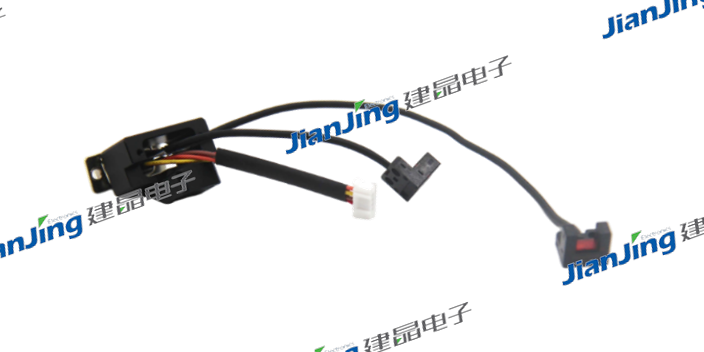
傳感器連接線也稱為傳感器連接器(帶電纜),因為傳感器上面的連接線**常使用的是傳感器連接器(帶電纜),主要有M12連接器,M8連接器,電磁閥連接器等各類規格的連接器。中文名傳感器連接線外文名Thesensorconnectingline別名傳感器連接器應用領域戶外燈箱、建筑機械、電力設備目錄1定義2產品介紹3應用領域傳感器連接線定義編輯播報傳感器連接線的含義***,即各種傳感器上面用的連接線,連接線起到找信號和連接信號的作用。正常情況下,連接線一般為三線制或者四線制,受傳感器信號傳輸高低電平方式的影響(即NPN式和PNP式),一般三線制為棕色、藍色和黑色,四線制為棕色、藍色、黑色和白色。棕色線和藍色線分別對應DC24V和DC0V,黑色和白色為輸出線。傳感器連接線產品介紹編輯播報傳感器連接線如今被推薦于幾乎所有的現場總線規格,并且根據IEC61076-2-101/104標準遵照IP67保護級別,在傳統上用作連接自動化技術中的傳感器和制動器。這個標準中的校正1記述用于工業以太網應用的D編碼的4針型連接器具有較高的保護級別。浙江RJ線束定制線束,就選昆山建晶電子有限公司。

首先我們先來了解一下什么是伺服線束,簡單來說,用在電機的線束叫伺服線束,因為電機叫伺服電機,連接電機的線束,所以我們稱之為伺服線束。伺服線束具有高柔性、耐彎曲、耐折、耐磨、耐油、抗老化、抗干擾、抗扭、抗拉等特性,連接和控制整個伺服系統和電機的運作,可以看到伺服線束的重要性還是很大的。隨著現代工業的高速發展,帶動了電機行業,在生產中,如果因為伺服線束導致了電機無法正常運轉而停產,那會造成很大的經濟損失,所以我們在挑選伺服線束應該注意些什么呢1:首先要確定自己需要哪種規格的線束,以及應用在哪里,然后確認好所選廠家做的線束是否符合你的要求,以及能不能提供相關的資質報告和檢測報告等2:看線束的拖鏈次數能達到多少萬次以上,是否符合耐彎折,抗老化抗干擾等特性,輔料的材料質量如何。3:廠家是否可以按需定制,交期長短,有沒有足夠的貨源和完善的售后體系及服務選擇線束以及廠家的時候,一定要多對比幾家,對各個不同的廠家都要有所了解,并且要確定好自己對伺服線束的要求接下來為大家簡單介紹下伺服線束的生產步驟,讓大家更***的了解伺服線束1.裁線,根據客戶需求的長短把線用繞線機給繞起來。
航空線束如同飛機之血脈神經,信息收發,指令傳達,狀態反饋無不有賴于此。在航空線束制造領域,往往需要將長短不一的多條線纜進行統一鋪設,在鋪設過程中為防止線纜散亂,需要將線纜按使用長度繞在儲線輪上。現有技術中的航空線束線纜的捆綁方法主要以人工為主,作業人員按要求長度測量出待捆線纜并截斷,然后人工將線纜繞在儲線輪上,完成捆綁作業,但是,這種人工作業方式存在工作效率低、勞動強度大等問題。而現有繞線裝置一般不適用于纏繞航空線束線纜,包含繞線部、驅動部兩大模塊,繞線部與驅動部通過傳動機構連接;使用時,工作人員將待繞線的線頭固定在繞線部上,然后通過驅動部驅動繞線部轉動,完成繞線工作,但是該裝置并不能夠解決繞線過程中線纜纏繞問題,特別是在長達幾十米甚至上百米的航空線纜繞線作業中,隨著繞線厚度的增加,繞線部的運動將引起邊緣線纜崩塌,進而引起線纜纏繞。技術實現要素:本發明提供一種能夠有效降低勞動強度,提高工作效率,提供恒定的張緊力,避免航空線纜纏繞的航空線束恒張力計長繞線裝置。本發明采用的技術方案為:一種航空線束恒張力計長繞線裝置,包括:機架、主控面板、儲線機構以及繞線機構;所述機架的頂面安裝有控制箱。昆山建晶電子有限公司是一家專業提供線束的公司,有想法的可以來電!
比如:有的導線需要先穿過護套后才可壓接,它需要先預裝導線然后從預裝工位返回再壓接;還有刺破式壓接用到**的壓接工具,這種壓接方式具有良好的電接觸性能。接著就是預裝工藝了,首先要編制預裝工藝操作說明書,為了提高總裝效率,復雜的線束都要設置預裝工位,預裝工藝的合理與否直接影響到總裝配的效率也反映出一個工藝人員的技術水平高低。如果預裝部分裝配的偏少或者裝配的導線路徑不合理會加大總裝配人員的工作量,減慢流水線的速度,所以工藝人員要經常待在現場不斷總結。***一步就是,總裝工藝。能夠編根據產品開發部門設計的裝配臺板,設計工裝設備、物料盒規格尺寸并將所有裝配護套和附件的編號貼于物料盒上以提高裝配效率。編制各個工位裝配內容和要求,平衡整個總裝工位防止出現一點工作量過大,拉下整個流水線速度的情況。要做到工位平衡,工藝人員必須對每個操作了熟于心并現場測算工時,隨時調整裝配工藝。此外,線束工藝還包括編制材料消耗定額明細表、工時測算、工人培訓等,由于技術含量值不高,這些也就不細說了。總而言之,汽車線束在車內電子技術含量和質量,逐漸成為評價汽車性能的一項重要指標。汽車廠商對于線束的選擇應該尤為重視。昆山建晶電子有限公司為您提供線束。浙江RJ線束定制
昆山建晶電子有限公司為您提供線束,歡迎您的來電哦!浙江RJ線束定制
例如蓄電池的搭鐵線、正極電源線則是專門的汽車電線單獨使用,它們的線徑都比較大,起碼有十幾平方毫米以上,這些“巨無霸”電線就不會編入主線束內。排列在排列線束前要事先繪制線束圖,線束圖與電路原理圖是不一樣的。電路原理圖是表述各個電氣部分之間關系的圖像,它不反映電氣件彼此之間怎樣連接,不受各個電氣元件的尺寸形狀和它們之間距離的影響。而線束圖則必須要顧及各個電氣元件的尺寸形狀和它們之間的距離,也要反映出電氣件彼此之間是如何連接的。線束廠的技術員根據線束圖做成線束排線板后,工人就按照排線板的規定來截線排線了。整車主線束一般分成發動機(點火、電噴、發電、起動)、儀表、照明、空調、輔助電器等部分,有主線束及分支線束。一條整車主線束有多條分支線束,就好像樹桿與樹枝一樣。整車主線束往往以儀表板為**部分,前后延伸。由于長度關系或裝配方便等原因,一些汽車的線束分成車頭線束(包括儀表、發動機、前燈光總成、空調、蓄電池)、車尾線束(尾燈總成、牌照燈、行李箱燈)、篷頂線束(車門、頂燈、音響喇叭)等。線束上各端頭都會打上標志數字和字母,以標明導線的連接對象,操作者看到標志能正確連接到對應的電線和電氣裝置上。浙江RJ線束定制
- 長沙植保機大電流連接器排行 2024-12-23
- 湖北溫度電流保險絲 2024-12-23
- 上海耗盡型場效應管參數 2024-12-23
- 山東110KV避雷器遠傳表 2024-12-23
- 1-967628-1 2024-12-23
- 溫州J型場效應管命名 2024-12-23
- 深圳新款Cat6卡扣網絡直通頭專賣店 2024-12-23
- 5177983-4 2024-12-23
- 青海一體機LED顯示屏 2024-12-23
- 上海防雷浪涌保護器選型 2024-12-23