中國臺灣無紡布分切機精切度高
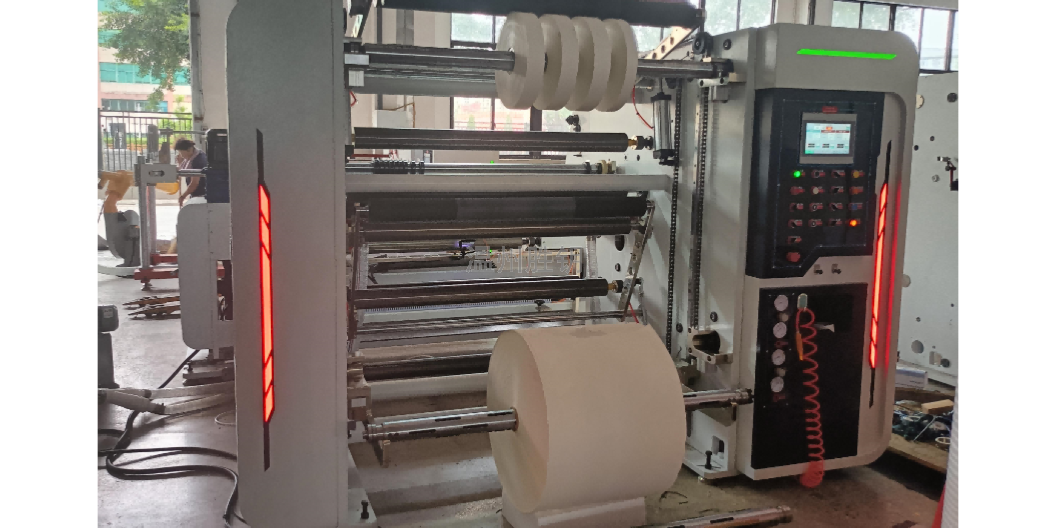
分切機是在生產過程中根據不同需要,不同材料而對寬幅材料進行切邊、分切,復卷等的設備。分切機根據材料不同分為多種種類其中分切機主要用于將寬幅卷材分切成各種適合生產需要的窄幅卷材,分條工藝包括放卷料和收卷料兩個過程。放卷料和收卷料的張力控制是分條機的關鍵環節。本機是在原有電控系統的基礎上增加了自動對邊器控制,達到了理想的效果、提高了機器工作性能,使機器在高速運轉中更趨穩定,收卷平整,操作簡單方便,安全可靠,耐用性強。分切機設備,就選溫州勝鑰環保設備有限公司,讓您滿意,期待您的光臨!中國臺灣無紡布分切機精切度高
分切機
在切紙機的日常使用過程中,可能會遇到多種故障。以下是一些常見的故障及其解決方法。機器無動作可能的原因:電源問題、機器故障等。解決方法:檢查電源是否正常,如有問題及時維修;檢查機器是否正常,如有問題及時更換或修理。不下刀可能的原因:刀片問題、彈簧問題等。解決方法:檢查刀片是否鋒利,如有問題及時更換;檢查彈簧是否正常,如有問題及時更換或修理。離合器故障可能的原因:離合器損壞、彈簧問題等。解決方法:檢查離合器是否正常,如有問題及時更換;檢查彈簧是否正常,如有問題及時更換或修理。保險螺栓斷裂可能的原因:使用不當、保險螺栓松脫等。解決方法:正確使用切紙機,避免違規操作;定期檢查保險螺栓是否松動,如有問題及時緊固。壓紙器壓力不足可能的原因:壓力不足、彈簧問題等。解決方法:檢查壓紙器壓力是否正常,如有問題可以通過調整彈簧來增加壓力。不能將紙張全部切開可能的原因:刀片問題、驅動問題等。解決方法:檢查刀片是否鋒利,如有問題及時更換;檢查驅動系統是否正常,如有問題及時維修或更換。裁切的紙歪斜可能的原因:紙張未送到位、驅動問題等。解決方法:確保紙張送到位,避免歪斜;檢查驅動系統是否正常。泡棉分切機定制廠家溫州勝鑰環保設備有限公司致力于提供分切機設備,歡迎您的來電哦!
產過程與作業方法1、根據材料和生產要求設定收放卷張力,計數器自動停止數等,設定完畢,打開光電跟蹤糾偏。2、將所要分切的基材拉至分切機處,提起穿料軸,穿入紙管,穿料時注意方向。3、調整基材到合適位置,沖入壓縮空氣。4、將要分切材料引入到收料軸上,穿料時注意機器上的刀片,以防手被劃傷。5、根據材料特點,調整光電感應位置,以保證尺寸準確。6、根據生產工藝單尺寸要求,安裝分切刀架到合適位置,緊固下刀,打開風機,把下刀邊料送入風機桶內,然后低速開機,把材料切成所要求的規格。7、把符合規格的紙管穿在收料軸上,沖入壓縮空氣,把分切符合要求的產品牽引至收料軸的紙管上。8、慢速開機,觀察在分切運行過程中分切效果,對分切速度、張力、接角壓力、邊料等進行適當調節控制,放卷張力,以及分切的材料是否符合質量要求,穩定后慢慢加速,機器運轉時嚴禁將手放入機器內,以免手被壓到。9、生產過程中一切從公司利益出發,減少浪費,降低生產成本,節約用電。
機械的防護設施是否完善。操作過程中要防止壓傷、劃傷或帶進轉動的齒輪、鏈條、滾筒等4調刀:根據作業要求調整準確的刀距,注意刀口的方向。必要時要把底刀取下重新排刀,刀有豁口或不鋒利要其實修理更換5查勘靜電消除設施及機臺地線的連接。把機臺下鋪好廢紙防止灰塵吸附。6上料時注意安全。把材料推到合適位置進行充氣,注意材料的轉動方向不可上反。7穿紙和對邊:把材料按設備設定的方向從放卷穿到收卷,并調整糾偏位置進行對邊,上料時一定要注意糾偏行程。8在收卷軸上穿上作業要求的紙管,對齊材料。需要貼雙面膠的必須貼好雙面膠,調整好合適的收卷張力和放卷張力,進行切邊收卷。9在收卷過程中要嚴格檢驗產品質量,不可把次品或廢品和其他贓物或邊條卷進產品,同時嚴格控制米數。10停機卸卷時要一手托住材料把產品從氣脹軸上抽出來,不得在產品上留下手印溫州勝鑰環保設備有限公司致力于提供分切機設備,有想法的不要錯過哦!

紙機:高效裁切紙張的利器在印刷行業中,切紙機扮演著重要角色,用于精確裁切紙張,以便進行后續的印刷、裝訂等工序。本文將深入探討切紙機的工作原理、操作方法以及使用注意事項,幫助您更好地了解這一重要設備。一、切紙機的工作原理切紙機主要由動力部分、傳動部分、切割部分和機架組成。其工作原理是利用機械能轉化為切割動能,通過刀片對紙張進行精確裁切。1.動力部分:切紙機的動力部分主要包括電機和減速器,負責提供切割紙張所需的動能。2.傳動部分:傳動部分主要由齒輪、齒條等組成,負責將動力部分的動能傳遞給切割部分。3.切割部分:切割部分是切紙機的主要部分,主要由刀片和壓紙器組成。刀片用于裁切紙張,壓紙器則用于固定紙張,確保切割精度。4.機架:機架作為切紙機的支撐結構,用于安裝和固定各部件。溫州勝鑰環保設備有限公司為您提供分切機,有需求可以來電咨詢!貴州碳帶分切機定制價格
溫州勝鑰環保設備有限公司為您提供分切機,有想法的可以來電咨詢!中國臺灣無紡布分切機精切度高
常見問題的分析解決:(1)膜卷表面暴筋:開機時速度過低,管芯表面不一致,膜薄厚不均勻或膜中含有晶點、加進雜質,圖案設計造成。(2)端面翹起:由于切刀鈍化,在切口處產生拉伸現象,造成吸卷后膜卷邊緣向外翻翹的結果,刀具安裝不正確,卷取速度太快,卷取太緊時以產生,應適當調整。(3)端面喇叭狀:卷取張力太小,復合膜兩邊厚度差太大,薄膜表面滑爽性太好,適當提高卷取接觸壓力,卷取軸與接觸壓輥不平行,產品兩邊油墨量不均衡,應調整圖案設計。(4)膜卷端面鋸齒狀不平:膜卷太松,接觸壓力小,減少卷入空氣量,膜卷過緊,應減少收卷張力,調大錐度,加速或減速過于迅速,對平滑性好的材料應注意放緩加減速度。(5)膜卷急劇滑移:卷的太松、張力太小,卷的太緊、張力太大。(6)薄膜表面有劃痕:分切機導輥表面不清潔,被動導輥轉動不靈,導輥表面有劃痕,應修理或更換。(7)膜卷表面有硬塊狀凸起:收卷太緊(暴筋),卷進雜質,薄膜本身晶點過大造成。(8)卷材端面菊花狀:由于薄膜外層張力太大,是內層膜產生滑移,造成過緊應調整收卷錐度,使錐度值加大,以減少外層張力。中國臺灣無紡布分切機精切度高
- 廣東雙膠紙分切機哪里好 2025-01-08
- 黑龍江蓄電池AGM隔板橫切機規格 2025-01-08
- 海南高速橫切機廠商 2025-01-08
- 福建紙塑復合類橫切機哪家好 2025-01-08
- 江蘇亞粉紙分切機價格 2025-01-07
- 黑龍江數碼相紙PVC橫切機精切度高 2025-01-07
- 寧夏布類橫切機定制廠家 2025-01-07
- 貴州全自動高精度橫切機廠商 2025-01-07
- 天津白卡紙橫切機生產廠家 2025-01-06
- 河北灰板紙分切機生產廠家 2025-01-06
- 上海養羊撒料車怎么用 2025-01-09
- 重慶果框注塑機哪家好 2025-01-09
- 廣東污水廠設備 2025-01-09
- 許昌直線滑軌滑塊直線滑軌生產廠家 2025-01-09
- 制藥無塵車間設計 2025-01-09
- 云南紅外線隧道爐生產廠家 2025-01-09
- 安徽分餐盤模具設計 2025-01-09
- 重慶正規浸滲劑銷售電話 2025-01-09
- 合金有色鑄造公司 2025-01-09
- 云浮工業截止閥J41H(W 2025-01-09