深圳小家電電路板打樣
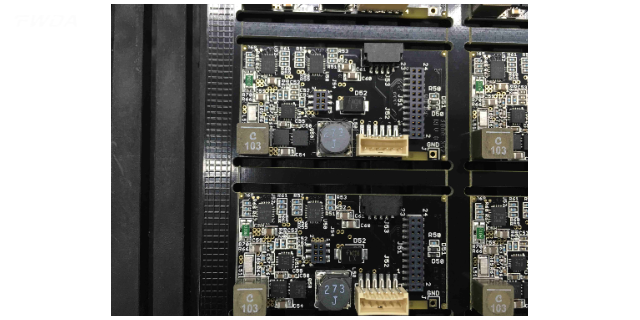
工業電路板是一種用于電子設備中傳導電流和控制信號的重要組成部分。它是一塊由絕緣材料制成的平面板,上面印制有導線、焊盤、電子元件等,用于連接和支持電子元器件。工業電路板在各種領域廣泛應用,包括通信設備、電力系統、工業自動化、電子儀器等。它承載了多種功能,如信號傳輸、電力轉換、控制邏輯等,對于現代工業的發展具有重要意義。工業電路板的設計制造是一個復雜且精細的過程。首先,根據電子設備的功能和要求,進行電路設計,并將其布局在電路板上。然后,通過印刷、蝕刻、鍍金等工藝,在電路板上形成銅導線和焊盤。接下來,將各種電子元件精確地安裝在電路板上,如芯片、電阻、電容等。通過焊接技術,將元器件與電路板上的導線焊接在一起,形成一個完整的電路。整個過程需要精密的設備和專業的技術,并且要經過嚴格的測試和質量檢驗,確保電路板的可靠性和穩定性。高溫環境對電路板的性能和使用壽命有影響。深圳小家電電路板打樣
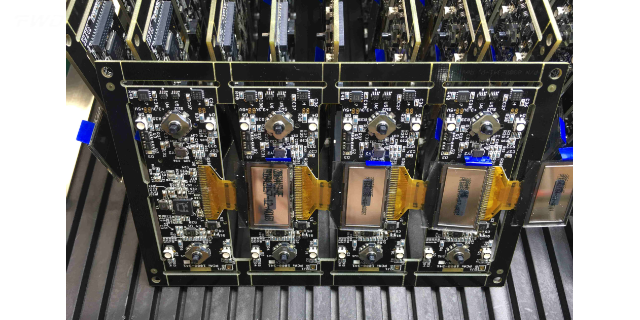
工業PCB電路板是工業自動化領域中不可或缺的重要組成部分。它作為連接各種電子元器件的關鍵媒介,能夠實現電子設備的正常工作和穩定運行。在實際應用中,工業PCB電路板可以根據其結構、性能和用途的不同進行分類和歸類。下面將為大家詳細介紹幾種常見的工業PCB電路板分類和其作用。單面板(Single-sided PCB)單面板是簡單的PCB電路板類型,它使用一種銅箔覆蓋在某一側的基板上,電子元器件安裝在銅箔連線的一側。這種電路板適用于較簡單的電子設備,如電子游戲機、單獨式打印機等。它的主要作用是提供電子元器件之間的電氣連接,并能夠實現信號的傳輸和處理。廣州音響電路板開發功放電路板的輸入信號通常為音頻信號,其頻率范圍為20Hz-20kHz,輸出信號為模擬信號,可推動揚聲器發聲。

繪制電路原理圖:電路原理圖是為了整個電路能夠更好地理解和閱讀而使用的原理級的圖紙,繪制電路原理圖就是將電路板上需要的硬件(一般用元件的原理符號表示)按照規則組織起來繪制在圖上。原理圖不是真正意義上的電路板圖,對于很多高手來說或許可以不繪制原理圖直接畫PCB圖紙,但是對于大部分開發者來說,原理圖對于設計和檢查是非常有意義的。繪制原理圖主要包含了幾方面的工作,元件放置、元件布局、連線。繪制PCB圖:終版電路板設計還得畫PCB圖。PCB圖基本就是電路板一模一樣的,畫成什么樣子做出來的電路板就是什么樣的,包含了元件的安裝形位、焊接引腳、元件之間的布線等信息。
功放電路板是音頻設備中關鍵的組成部分之一,它的材料選擇和制造工藝對功放的性能起著重要的影響。本文將為您介紹如何選擇適合功放電路板的材料與制造工藝,幫助您提高功放設備的音質與穩定性。材料選擇選擇合適的材料是功放電路板性能的關鍵。以下是一些常用的功放電路板材料:基材常見的功放電路板基材有FR-4、FR-2和CCL等。FR-4是常用的基材,具有較高的絕緣性能、機械強度和良好的耐熱性;FR-2在成本上更為經濟,適用于一些低功率功放設計;CCL是一種銅覆蓋層,能提供良好的導電性。選擇基材時需要考慮功放的功率需求、成本和可靠性。在電路板設計過程中,電磁干擾是一個必須考慮的因素。
層壓參數的有機匹配PCB多層板層壓參數的控制主要是指層壓溫度,壓力和時間的有機匹配。1,溫度幾種溫度參數在層壓過程中很重要。即,樹脂的熔融溫度,樹脂的固化溫度,熱盤的設定溫度,材料的實際溫度和加熱速率的變化。當熔化溫度升至70℃時,樹脂開始熔化。正是由于溫度的進一步升高,樹脂進一步熔化并開始流動。在70-140℃的時間內,樹脂易于流動。正是由于樹脂的流動性,才能保證樹脂的填充和潤濕。隨著溫度的升高,樹脂的流動性經歷了從小到大,然后到小的變化,當溫度達到160-170℃時,樹脂的流動性為0,這稱為固化溫度。為了使樹脂填充和潤濕更好,控制加熱速率非常重要。加熱速率是層壓溫度的具體化,即控制溫度升高的時間和溫度。加熱速率的控制是PCB多層板層壓質量的重要參數。加熱速率通常控制在2-4℃/min。加熱速率與不同類型和數量的PP密切相關。7628PP的加熱速率可以更快,即2-4C/min,1080和2116PP可以控制在1.5-2C/MIN,而PP的數量很大,加熱速率不能太快,因為加熱速度過快,PP的潤濕性差,樹脂流動性大,時間短,容易引起滑板,影響層壓質量。熱板的溫度主要取決于鋼板,鋼板,牛皮紙等的傳熱,一般為180-200℃。電路板上的電源接口為電子設備提供能量。惠州小家電電路板批發
電路板上的電阻器、電容器和晶體管等元件調節電流。深圳小家電電路板打樣
PCB多層板的層壓壓力基于樹脂是否能填充層間空隙并排出夾層氣體和揮發性物質的基本原理。由于熱壓機分為非真空壓力機和真空泵壓力機,壓力從壓力開始有幾種方式:一級壓力,兩級壓力和多級壓力。一般壓力和兩級壓力用于非真空壓力機。抽真空單元采用兩級壓力和多級壓力。多級壓力通常應用于高,細和精細多層板。壓力通常由PP供應商提供的壓力參數確定,通常為15-35kg/cm2。時間參數主要受層壓壓力時間,升溫時間,凝膠時間等因素控制。對于兩階段和多階段層壓,控制層壓質量以控制主壓力的時間并確定初始壓力到主壓力的轉換時間是關鍵。如果過早施加主壓力,則會導致樹脂擠出和膠流過多,導致層壓板,薄板甚至滑板和其他不良現象的膠水不足。如果施加的主壓力太晚,則粘合界面將變弱,無效或氣泡。深圳小家電電路板打樣
- 廣州新國標避雷器智能監測 2024-12-23
- 長沙植保機大電流連接器排行 2024-12-23
- 淮安ABS電磁閥設計 2024-12-23
- 江蘇進口住友熱縮套管規格齊全 2024-12-23
- 寧夏小功率晶閘管模塊配件 2024-12-23
- 蕪湖BAT低壓線束價格 2024-12-23
- 湖北溫度電流保險絲 2024-12-23
- 小型繼電器公司 2024-12-23
- 上海耗盡型場效應管參數 2024-12-23
- 陽江直流熔斷器工作原理 2024-12-23