-
松松云倉:對(duì)接WMS與ERP系統(tǒng),助力電商物流新篇章
-
松松云倉物流代發(fā)貨服務(wù)
-
提升電商運(yùn)營(yíng)效率,松松云倉物流服務(wù)為賣家保駕護(hù)航
-
優(yōu)化電商運(yùn)營(yíng):松松云倉物流代發(fā)貨服務(wù)的優(yōu)勢(shì)
-
松松云倉:電商賣家的物流解決方案,助您提升效率與銷售
-
提升電商運(yùn)營(yíng)效率,松松云倉助力賣家物流管理新選擇
-
松松云倉:讓電商賣家擺脫物流煩惱,提高運(yùn)營(yíng)效率
-
松松云倉:助力電商賣家解決物流難題
-
物流解決方案:松松云倉助力電商賣家提升運(yùn)營(yíng)效率
-
松松云倉助力電商賣家有效解決物流難題
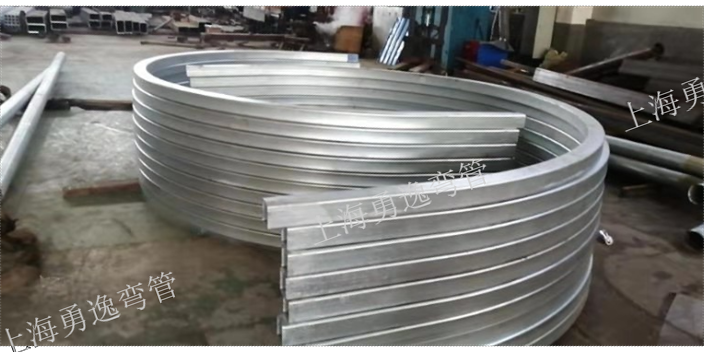
合肥60x60X2方管拉彎加工誠信為本
有很多彎管,由于在使用期間認(rèn)真保養(yǎng),盡可能避免對(duì)它不利的因素,因此,經(jīng)過保養(yǎng)之后的彎管,它們的壽命都很長(zhǎng),且中間幾乎很少維修,甚至長(zhǎng)期都沒有損壞。如何對(duì)其進(jìn)行保養(yǎng)呢?長(zhǎng)期存放的彎管,應(yīng)定期檢查,常常對(duì)外露的加工表面須保持清潔,除污垢,整潔地存放在室內(nèi)透風(fēng)干燥的地方,嚴(yán)禁堆置或露天存放。球閥、截止閥、閘閥使用時(shí),只作全開或全閉,不答應(yīng)做調(diào)節(jié)流量用,以免密封面受沖蝕,加速磨損。閘閥和上螺紋截止閥內(nèi)有倒密封裝置,手輪旋到上面的位置擰緊,即可阻止介質(zhì)從填料處泄漏。彎管應(yīng)用手輪,不要借助杠桿或其它工具,防止損壞閥件。手輪順時(shí)針旋轉(zhuǎn)為封閉。閥門填料壓蓋的螺栓應(yīng)平均地?cái)Q緊,不應(yīng)壓成歪狀態(tài),防止碰傷阻礙閥桿運(yùn)動(dòng)或造成泄漏。合理的保養(yǎng)利于彎管的長(zhǎng)期使用,同時(shí)在保養(yǎng)的過程中我們要做的還有隨時(shí)檢查,及時(shí)清理那些附著在管道表面的污垢,讓它時(shí)刻保持干凈。上海浦東鋼材市場(chǎng)彎管廠加工價(jià)格便宜質(zhì)量保證。合肥60x60X2方管拉彎加工誠信為本
彎管基本上都是經(jīng)過加工制成的,而且它基本上都是用高溫加熱變形變彎的,很多材料一旦預(yù)熱會(huì)變形,而該管道的加工彎制也正是使用這個(gè)原理。它的加熱溫度需要在一定的范圍之內(nèi),在彎制的時(shí)候應(yīng)該盡快確定加熱溫度,在確定之前一定要掌握溫度確定原則。彎管的材質(zhì)在奧氏體化溫度以上,推制時(shí)彎頭內(nèi)壁主壓應(yīng)力小于材料在此溫度下的屈服極限。材質(zhì)奧氏體化溫度越高,加熱溫度越高;材質(zhì)高溫屈服極限越高。確定始鍛溫度時(shí),應(yīng)保證彎管在加熱過程中不產(chǎn)生過燒現(xiàn)象,同時(shí)也要盡力避免發(fā)生過熱。彎管加熱溫度盡可能不超過1050℃。蕪湖60x60X2方管拉彎加工歡迎來電戶外健身器材,汽摩配件,挖掘機(jī),泵車等部件。

適用于多種零件和工藝。通用電鍍掛具的形式和結(jié)構(gòu),應(yīng)根據(jù)鍍件的幾何形狀、鍍層的技術(shù)要求、工藝方法和設(shè)備的大小來決定。比如,片狀鍍件在上下道工序之間會(huì)隨鍍液的阻力而漂落,在選用掛具時(shí)要將鍍件夾緊或用銅絲扎緊。若鍍件較重而有孔時(shí),可選用鉤狀的掛具。使用要求如下:(1)手工操作使用的掛具。裝載重量一般為1~3kg。(2)吊鉤應(yīng)有足夠的導(dǎo)電面積,其型式應(yīng)使導(dǎo)電良好。掛具吊鉤應(yīng)經(jīng)常清洗。(3)使用時(shí),應(yīng)注意輕裝輕放,盡量不要損壞絕緣層。否則會(huì)造成掛具與工件搶電,致使工件出現(xiàn)局部鍍不上或粗糙等現(xiàn)象,影響鍍層質(zhì)量。(4)掛具使用后,要清洗干凈,集中妥善存放備用。(5)使用一段時(shí)間后的掛具,要及時(shí)處理,退除掛具上的鍍層,以保證導(dǎo)電良好。掛具絕緣層出現(xiàn)裂紋,要及時(shí)修復(fù)或重新絕緣處理。
彎管加工不銹鋼材料的多重好處,以前彎管加工在材料多數(shù)是鐵,但是隨著現(xiàn)在技術(shù)的不斷的進(jìn)步,彎管加工的材料也開始多樣化了,下面我們就先對(duì)不銹鋼彎管加工進(jìn)行簡(jiǎn)單介紹。不銹鋼沖壓彎頭的制造工藝起首焊接一個(gè)橫截面為多邊形的多棱環(huán)殼或兩頭的多棱扇形殼,內(nèi)部沖滿壓力介質(zhì)后,施以內(nèi)壓,在內(nèi)壓效果下橫截面由多邊形逐步釀成圓,較終成為一個(gè)圓形環(huán)殼。1、不銹鋼沖壓彎頭合用于石油、自然氣、化工、水電、修建和汽鍋等行業(yè)的管路系。不需管坯作原料,可節(jié)省制管設(shè)備及模具費(fèi)用,且可獲得恣意大直徑而壁厚相對(duì)較薄的碳鋼彎頭。2、因?yàn)樯鲜龆l緣由,可以縮短制造周期,出產(chǎn)本錢降低,坯料為平板或可展曲面,因此下料簡(jiǎn)略,精度輕易包管,組裝焊接便利。3、為避免由于加熱而發(fā)生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長(zhǎng),層間快冷,以窄焊道為宜。4、不銹鋼沖壓彎頭焊后硬化性較大,隨便發(fā)生裂紋。若采用同類型的不銹鋼沖壓彎頭焊接,必需進(jìn)行300℃以上的預(yù)熱和焊后700℃左右的緩冷處置。若焊件不克不及進(jìn)行焊后熱處置。裝潢、金屬結(jié)構(gòu)、幕墻裝飾等行業(yè)。

以前彎管加工在材料多數(shù)是鐵,但是隨著現(xiàn)在技術(shù)的不斷的進(jìn)步,彎管加工的材料也開始多樣化了,下面我們就先對(duì)不銹鋼彎管加工進(jìn)行簡(jiǎn)單介紹。不銹鋼沖壓彎頭的制造工藝起首焊接一個(gè)橫截面為多邊形的多棱環(huán)殼或兩頭***的多棱扇形殼,內(nèi)部沖滿壓力介質(zhì)后,施以內(nèi)壓,在內(nèi)壓效果下橫截面由多邊形逐步釀成圓,較終成為一個(gè)圓形環(huán)殼。1、不銹鋼沖壓彎頭合用于石油、自然氣、化工、水電、修建和汽鍋等行業(yè)的管路系。不需管坯作原料,可節(jié)省制管設(shè)備及模具費(fèi)用,且可獲得恣意大直徑而壁厚相對(duì)較薄的碳鋼彎頭。2、因?yàn)樯鲜龆l緣由,可以縮短制造周期,出產(chǎn)本錢降低。坯料為平板或可展曲面,因此下料簡(jiǎn)略,精度輕易包管,組裝焊接便利。3、為避免由于加熱而發(fā)生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長(zhǎng),層間快冷,以窄焊道為宜。4、不銹鋼沖壓彎頭焊后硬化性較大,隨便發(fā)生裂紋。若采用同類型的不銹鋼沖壓彎頭焊接,必需進(jìn)行300℃以上的預(yù)熱和焊后700℃左右的緩冷處置。若焊件不克不及進(jìn)行焊后熱處置,則應(yīng)選用不銹鋼沖壓彎頭焊條。不銹鋼沖壓彎頭焊接時(shí),遭到反復(fù)加熱析出碳化物加工彎曲各種規(guī)格圓管、方管、扁管、橢圓管.蕪湖60x60X2方管拉彎加工歡迎來電
上海彎圓廠,上海拉彎廠,上海折彎廠,上海彎圓廠,彎管加工。合肥60x60X2方管拉彎加工誠信為本
鍛造工藝過程一般由以下工序組成,即選取鋼坯下料、加熱、成形、鍛后冷卻。鍛造的工藝方法有自由鍛、模鍛和胎膜鍛。生產(chǎn)時(shí),按鍛件質(zhì)量的大小,生產(chǎn)批量的多少選擇不同的鍛造方法。自由鍛生產(chǎn)率低,加工余量大,但工具簡(jiǎn)單,通用性大,故被用于鍛造形狀較簡(jiǎn)單的單件、小批生產(chǎn)的鍛件。自由鍛設(shè)備有空氣錘、蒸汽-空氣錘和水壓機(jī)等,分別適合小、中和大型鍛件的生產(chǎn)。模鍛生產(chǎn)率高,操作簡(jiǎn)單,容易實(shí)現(xiàn)機(jī)械化和自動(dòng)化。模鍛件尺寸精度高,機(jī)械加工余量小,鍛件的纖維組織分布更為合理,可進(jìn)一步提高零件的使用壽命。自由鍛的基本工序:自由鍛造時(shí),鍛件的形狀是通過一些基本變形工序?qū)⑴髁现鸩藉懗傻摹W杂慑懺斓幕竟ば蛴戌叴帧伍L(zhǎng)、沖孔、彎曲和切斷等。合肥60x60X2方管拉彎加工誠信為本
- 閔行區(qū)203x10無縫管彎圓批發(fā)廠 2024-12-24
- 生產(chǎn)醫(yī)療配件廠家電話地址 2024-12-23
- 本地203x10無縫管彎圓聯(lián)系人 2024-12-23
- 全新醫(yī)療配件聯(lián)系方式 2024-12-23
- 多功能醫(yī)療配件廠家批發(fā)價(jià) 2024-12-22
- 福建耐用性高203x10無縫管彎圓 2024-12-22
- 昆山金屬鋼管彎圓卷圓加工 2024-12-22
- 松江區(qū)203x10無縫管彎圓生產(chǎn)工藝 2024-12-21
- 鹽城庫存203x10無縫管彎圓 2024-12-21
- 多功能醫(yī)療配件聯(lián)系人 2024-12-21
- 青海正規(guī)全屋設(shè)計(jì) 2024-12-24
- 蘇州PVC防靜電地板一平多少錢 2024-12-24
- 浙江高密度聚氨酯管托貨源充足 2024-12-24
- 輕鋼龍骨隔墻鋪設(shè)廠家直供 2024-12-24
- 湖北佛像石雕哪里有賣的 2024-12-24
- 威海防指紋亞克力板供應(yīng)商 2024-12-24
- 陽江聚氨酯發(fā)泡填充隔熱鋁瓦多少錢 2024-12-24
- 黑龍江做園林景觀硬質(zhì)產(chǎn)品廠家 2024-12-24
- 和田鋼結(jié)構(gòu)廠房量大從優(yōu) 2024-12-24
- 貴州制造水上浮橋哪家好 2024-12-24