南通60x60X2方管拉彎加工生產工藝
使在加熱圈處的鋼管發生漸進式的彎曲變形。從而獲得所需曲率管件。如附圖2所示,鋼管彎管熱彎成型設備包括由底座、側推輥輪、絲桿絲母、減速機組成,絲桿絲母7安裝在底座上,在絲桿絲母上安裝側推輥輪6和側推輥輪10,減速機8連接絲桿絲母,側推輥輪上部安裝有輥輪9。一對側推輥輪安裝在絲桿絲母上,輥輪相對。減速機8與絲桿絲母相連接傳動動力到側推輥輪,使側推輥輪在鋼管熱彎成型時對鋼管成型進給。權利要求1.一種鋼管彎管熱彎成型工藝,先將需彎曲的鋼管吊放到工位上,再由推送裝置把鋼管推出,伸出至中頻感應加熱圈前,導向輥裝置的兩組導向輥夾緊鋼管,在垂直于鋼管推出方向安裝有水平彎管成型進給裝置,并將進給裝置上的側推輥輪調整好與管端外圓接觸,中頻感應加熱圈對鋼管加熱后,推送裝置再把鋼管向前推出,其特征是水平彎管成型進給裝置上的側推輥輪開始垂直于鋼管推出方向對鋼管成型進給,側推輥輪對鋼管熱彎成型的切入點到達預先計算好的成型后的坐標點之后,側推輥輪停止對鋼管的切入進給,獲得所需曲率的管件。2.根據權利要求1所述的鋼管彎管熱彎成型工藝,其特征是中頻感應加熱圈對鋼管加熱到920士20°,推送裝置向前以推進速度為45士5mm/min的速度推出。彎圓,拉彎,彎頭、盤管、扶手、欄桿、推車,幕墻。南通60x60X2方管拉彎加工生產工藝

現在加工廠在生產中頻彎管的時候,因為要考慮到的一點就是它所在的環境,它所在的環境究竟是否存在一定的腐蝕性,這個誰也不敢保證,只能是說讓管道的抗腐蝕性能更強,才能確保管道不會被腐蝕。但是總有一些因素影響著彎管的耐腐蝕性能,具體有哪些因素?中頻彎管的耐蝕性取決于鋼中所含的合金元素。當鋼中含鉻量達到1.2%左右時,鉻與腐蝕介質中的氧作用,在鋼表面形成一層彎管很薄的氧化膜,可阻止鋼的基體進一步腐蝕。由于中頻彎管不銹鋼具有良好的耐腐蝕性,所以它能使結構部件長期地保持工程設計的完整性。含鉻不銹鋼沖壓彎頭易于部件的加工制造。所有金屬都和大氣中的氧氣進行反應,在表面形成氧化膜。可以利用油漆或耐氧化的金屬進行電鍍來保證碳鋼表面。中頻彎管具有中空截面,大量用作輸送流體的管道,無縫鋼管是低合金鋼,常用的是20號鋼。把一根實心的鋼管加熱再穿孔再經過一系列的加工方法制作出的管壁無縫鋼管上沒有縫隙的空心鋼管叫無縫鋼管反之叫有縫鋼管。看得出即使中頻彎管的耐腐蝕性能好,可是還是有很多因素依舊影響著管道的耐腐蝕性,一些因素也不是人為所能控制的,只能是在生產加工的時候一定要增強它的抗腐蝕性能浦東新區60x60X2方管拉彎加工報價上海彎圓廠,上海拉彎廠,上海折彎廠,上海彎圓廠,彎管加工。
根據管道加工的驗收規范:冷彎的鋼質管道為,中低壓為4D、高壓為5D。故我們的彎胎設計為R=4D(特殊情況另定),所以就我廠生產的彎管機而言主要以選擇相對壁厚SX為主,圖的上部為無芯軸區,圖的中部為普通芯軸區,圖的下部為特殊芯軸區。由于特殊芯軸設計制造均很困難,操作也不太方便,故一般我廠不予供貨。特別情況可另行商定。產品基本資料(Product’sBasicinformation)序號(No.)貨號(ItemNo.)型號(Type)產品名稱(Product’sName)產品圖片(Photo)產品描述(Description)原材料(Materials)規格(Specification)尺寸(Size)長度(Length)寬度(Width)高度(Height)厚度(Thickness)管徑(Tube’sDiameter)口徑(Caliber)形狀(Shape)外觀顏色。
冷拉彎管在進行使用的過程中其壽命比較長,管材在額定的使用溫度以及壓力下,其使用壽命可以達到50年以上,冷拉彎管具有防紫外線、以及使產品不褪色。冷拉彎管的耐熱性好,在進行工作的過程中其水位為70度其軟化的溫度為140度。產品在使用的過程中非常的衛生,在進行制作的過程中其材料完全是由碳合氫兩種無素組成。冷拉彎管在進行加工的過程中沒有添加其任何的0重金屬穩定劑,質量非常的可靠。冷拉彎管的保溫性以及耐腐蝕性好,產品除了少數氫化劑外,在使用的過程中可以耐多種化學介質的侵蝕,在使用時會具有優異的耐酸、耐腐蝕以及耐堿的性能,產品在使用的過程中不會滋生細菌。冷拉彎管由于材料導熱系數低,20攝氏度的導熱系數為(43-52W/mk)、紫鋼管(333W/mk)小得多,故PP-R管保溫性好。冷拉彎管的重量輕且高抗沖,在使用時由于其獨特的抗沖強度性能比其他實壁管有著非常明顯的改善,其產品的環剛度相當于實壁的,冷拉彎管密度為。上海,加工,彎管產品分布于造船、汽車、摩托車、鍋爐、石油化工。

附圖1為本發明示意圖。附圖2為本發明側推輥輪結構示意圖。具體實施例方式下面結合附圖和實施例對本發明作進一步說明。圖中水平彎管成型進給裝置1,鋼管2,推送裝置3,導向輥裝置4,中頻感應加熱圈5,側推輥輪6,絲桿絲母7,減速機8,輥輪9,側推輥輪10。如附圖1、附圖2所示,鋼管彎管熱彎成型工藝采用的設備是包括由推送裝置3、導向輥裝置4、中頻感應加熱圈5、水平彎管成型進給裝置1組成,開始時先將需彎曲的鋼管2吊放到工位上,再由推送裝置3把鋼管推出,伸出至中頻感應加熱圈5前,導向輥裝置4的兩組導向輥夾緊鋼管2,在垂直于鋼管2推出方向安裝有水平彎管成型進給裝置1,并將進給裝置上的側推輥輪6調整好與管端外圓接觸。中頻感應加熱圈5對鋼管2加熱到920士20°C后,推送裝置3再把鋼管2向前以推進速度為45士5mm/min的速度推出,同時水平彎管成型進給裝置1上的側推輥輪6開始以50士5mm/min速度垂直于鋼管推出方向對鋼管成型進給。當側推輥輪6對鋼管2熱彎成型的切入點到達跟據訂單要求的管件數據預先計算好的成型后的坐標點之后,側推輥輪6停止對鋼管的切入進給。鋼管2本身與導向輥裝置4的兩組導向輥裝置以及側推輥輪6形成三點受力彎曲,當在推送裝置3的推力作用下。上海金山彎管廠加工異型彎管歡迎來電。南通60x60X2方管拉彎加工生產工藝
武漢鋼材市場彎管廠加工價格便宜質量保證。南通60x60X2方管拉彎加工生產工藝
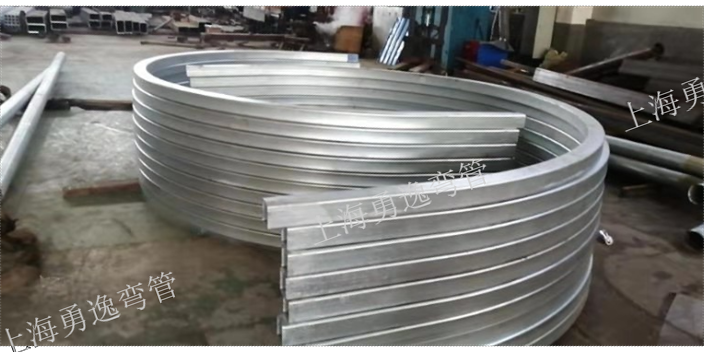
彎管加工的方法很多。按彎曲成形方式可以分為滾彎、壓彎、推彎和繞彎;按彎曲時是否使用模具可以分為有模彎和無模彎;按彎曲時有無芯棒可以分為有芯彎和無芯彎;按彎曲時是否加熱可以分為冷彎和熱彎。近年來還出現了零半徑彎曲、中頻感應彎曲、熱應力彎曲和激光成形彎曲等新的彎管工藝。芯棒式熱推彎管是在推制機上,在軸向推力下通過牛角芯棒,邊加熱邊推制,使管坯產生周向擴張和軸向彎曲變形,從而將較小直徑的管坯推制成較大直徑的彎頭。滾彎是用三個輥輪對管材進行彎曲加工的方法。不過,滾彎對彎曲半徑有一定的要求,*適用于曲率半徑較大的厚壁管件,對于小半徑彎曲顯得無能為力。滾彎方法及工作原理與板材滾彎基本相同,只是管材滾彎所用的輥輪具有與管坯橫截面形狀相吻合的工作表面。彎曲時只需改變主、從輥輪間的間隔,就可以實現各種曲率半徑的彎曲。其中輥輪為主動輪,其余兩個為從動輪。這種方法尤其適合彎制環形或螺旋線形管件。南通60x60X2方管拉彎加工生產工藝
- 溫州醫用造紙彎管加工廠家哪家好 2025-01-26
- 奉賢區工業鋼結構工程彎管加工 2025-01-25
- 莆田庫存戶外健身運動器械加工 2025-01-25
- 金山區園林戶外藝術造型彎管加工定制哪個品牌性能好 2025-01-25
- 江西銷售戶外健身運動器械加工 2025-01-24
- 寶山區高質量造船汽車彎管加工報價 2025-01-24
- 海鹽鋼結構工程彎管加工圖片 2025-01-24
- 奉賢區角鋼拉彎卷圓彎圓加工生產供應 2025-01-23
- 九江鋼板卷圓加工五星服務 2025-01-23
- 天寧區醫用造紙彎管加工制作廠家 2025-01-23
- 陜西HDPE消音管HDPE聚乙烯單葉片螺旋排水管材 2025-01-26
- 漣水建筑輪扣哪家好 2025-01-26
- 浙江室外幕墻漏水維修 2025-01-26
- 多功能美國維薩涂料施工 2025-01-26
- 廣州金屬板幕墻玻璃更換 2025-01-26
- 高比重混凝土配重鐵砂費用 2025-01-26
- 內蒙古制造天一JDG管供應 2025-01-26
- 溫州醫用造紙彎管加工廠家哪家好 2025-01-26
- 廣西鈣鈦礦光伏瓦定制商推薦 2025-01-26
- 深圳輕質防火板歡迎選購 2025-01-26