化工塑料水下切粒機銷售廠家
全球貿易格局的變化對水下切粒機市場產生著明顯的影響。一方面,貿易自由化促進了水下切粒機的國際市場拓展。一些在技術和質量上具有優勢的國家和地區,如歐洲、北美和東亞的部分國家,其水下切粒機制造商能夠通過國際貿易將產品銷售到全球各地,擴大市場覆蓋范圍。另一方面,貿易保護主義抬頭也帶來了挑戰。部分國家設置的貿易壁壘,如高額關稅、進口配額限制等,可能阻礙水下切粒機的出口。不過,這也促使一些企業通過在目標市場當地投資建廠或與當地企業合作的方式,繞過貿易壁壘,繼續開拓市場。總體而言,全球貿易格局的動態變化要求水下切粒機企業具備敏銳的市場洞察力和靈活的市場策略,以適應不同的貿易環境,保障市場份額的穩定增長。水下切粒機在聚合物加工中廣泛應用,是造粒環節不可或缺的機械。化工塑料水下切粒機銷售廠家

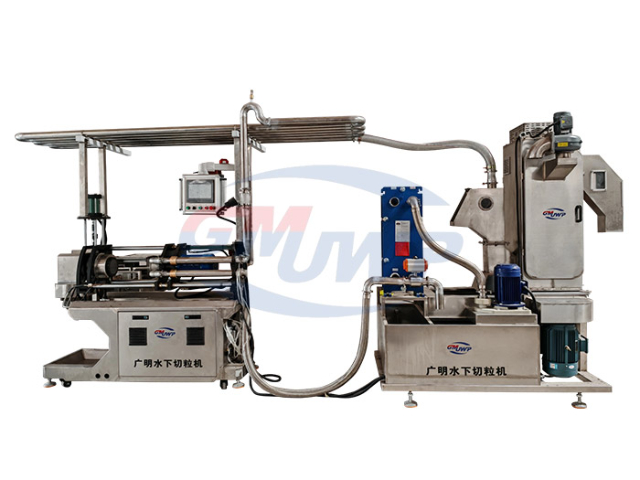
水下切粒的基本原理~水下切粒是一種先進的塑料造粒工藝。其主要原理是將熔融的塑料物料通過特殊設計的模具擠出,形成條狀熔體。這些熔體在水下環境中被高速旋轉的切刀迅速切割成一粒粒的塑料粒子。水在這個過程中起到了關鍵作用,一方面它能夠快速帶走塑料熔體的熱量,使粒子迅速冷卻定型,有效防止粒子粘連;另一方面,水還為切粒過程提供了一個相對穩定的介質環境,減少了切粒時的粉塵飛揚和靜電產生。例如,在生產聚乙烯塑料顆粒時,高溫熔融的聚乙烯從模具擠出成條后,在循環水的冷卻和切刀的作用下,瞬間變成一顆顆圓潤、均勻的聚乙烯顆粒。這種工藝相較于傳統的切粒方式,能夠生產出質量更高、外觀更規整的塑料顆粒,廣泛應用于塑料加工行業的各個領域。東莞出口水下切粒機一般多少錢水下切粒機的水下切粒室結構復雜,其設計關乎切粒效果好壞。
水下切粒機的實際產量達不到設計產量要求。原因分析:擠出機的塑化能力不足,可能是螺桿的設計不合理,如螺槽深度、螺距等參數不適合所加工的塑料原料,導致物料不能充分熔融和均勻混合,影響擠出量。切刀的轉速過低,無法及時將擠出的熔體切成粒子,限制了生產速度。塑料原料的流動性差,在擠出機內的輸送阻力大,使物料的擠出速度減慢。這可能是由于原料的分子量分布過寬、添加劑的影響或原料未充分干燥等原因造成的。設備存在泄漏問題,如擠出機的料斗、機頭、螺桿與機筒之間的密封處泄漏,導致物料損失,從而降低了實際產量。解決方法:優化螺桿的設計參數,根據塑料原料的特性選擇合適的螺桿結構,如漸變型螺桿、突變型螺桿或分離型螺桿等,提高擠出機的塑化能力和輸送效率。在保證切粒質量的前提下,適當提高切刀的轉速,加快切粒速度。但要注意切刀轉速過高可能會導致切粒質量下降。對塑料原料進行預處理,可采用添加潤滑劑、增塑劑等方法來降低物料的粘度,提高其流動性。檢查設備的密封情況,及時修復或更換損壞的密封件,確保設備無泄漏現象。定期對設備進行維護保養,檢查各連接部位的緊固情況,防止因松動而導致泄漏。
水下切粒機的技術創新趨勢——智能化控制水下切粒機正朝著智能化控制方向發展。智能化控制系統能夠實時監測和分析水下切粒機的各項運行參數,如擠出機溫度、螺桿轉速、切刀速度、水循環系統的水溫、水壓等。通過傳感器采集數據,并利用先進的算法進行處理,實現對設備的精細控制。例如,當塑料原料的特性發生變化時,智能化系統能夠自動調整擠出機的溫度和螺桿轉速,確保物料的充分熔融和穩定輸送。在切粒過程中,根據粒子的質量反饋,自動優化切刀速度和切刀與模具的間隙,提高切粒精度和質量穩定性。同時,智能化控制還具備故障預警功能,能夠提前發現設備潛在的故障隱患,如電機異常發熱、切刀過度磨損等,并及時發出警報,提醒操作人員進行維護保養,減少設備停機時間,提高生產效率。此外,通過物聯網技術,智能化水下切粒機可以實現遠程監控和操作,方便企業管理人員隨時隨地掌握設備的運行狀況,進行生產調度和管理決策,推動塑料加工行業向智能化、高效化方向發展。水下切粒機的模具更換較為便捷,可快速適應不同產品生產需求。

水下切粒機的故障診斷與排除——溫度異常水下切粒機的溫度異常會嚴重影響生產過程。如果擠出機機筒溫度過高,可能會導致塑料物料過熱分解,產生氣體,使粒子內部出現氣泡,影響產品質量。這種情況下,首先檢查加熱裝置是否失控,如加熱元件是否一直處于通電狀態或溫控器是否故障。同時,檢查螺桿與物料的摩擦情況,若摩擦過大也可能導致溫度升高,可適當調整螺桿轉速或對螺桿進行潤滑處理。相反,如果機筒溫度過低,塑料物料無法充分熔融,會造成擠出困難,粒子形狀不完整。此時應檢查加熱系統的供電是否正常,加熱元件是否損壞,以及溫度傳感器是否準確顯示溫度。對于水循環系統的水溫異常,水溫過高可能是冷卻能力不足,要檢查冷卻塔或制冷設備是否正常運行,水泵是否正常供水,水過濾器是否堵塞等;水溫過低可能是制冷設備過度制冷或水溫控制裝置故障,需要相應地調整或維修。及時準確地診斷和排除溫度異常故障,是保證水下切粒機穩定運行和產品質量的關鍵。水下切粒機的冷卻水流量需根據生產負荷合理調節。東莞靠譜的水下切粒機哪里有賣的
水下切粒機的檢修工作需在停機斷電后進行,保障人員安全。化工塑料水下切粒機銷售廠家
粒子粘連問題表現:切出的粒子相互黏在一起,形成團狀或串狀。原因分析:水下切粒過程中,水循環系統的冷卻效果不佳。水溫過高或水流速度過慢,不能及時帶走塑料熔體的熱量,使粒子冷卻不充分,在表面仍具有粘性時就相互接觸并粘連。塑料原料的特性導致其粘性較大,如某些橡膠改性塑料或高熔體強度的聚合物。切粒機的切刀與模板之間的間隙不合理,可能使熔體擠出時受到不均勻的剪切力,部分熔體在切粒后仍處于高溫高粘狀態,容易粘連。解決方法:檢查水循環系統,確保冷卻水泵正常工作,水溫控制在合適的范圍內。一般對于大多數塑料,水溫可控制在 5 - 30℃之間,根據具體原料進行調整。可增加冷卻塔的制冷能力或加大水流量來提高冷卻效果。對于粘性較大的原料,可考慮在配方中添加適量的潤滑劑或脫模劑,降低粒子間的粘連性。或者調整切粒工藝參數,如適當提高切刀轉速,加快切粒速度,減少粒子在水中的停留時間,降低粘連的可能性。重新調整切刀與模板的間隙,保證熔體擠出均勻、穩定,使粒子能夠充分冷卻定型。化工塑料水下切粒機銷售廠家
- 惠州什么是水下切粒機供應商家 2025-01-02
- 東莞化工塑料水下切粒機大概費用 2025-01-02
- 廣東認可水下切粒機 2025-01-02
- 東莞熱塑性塑料水下切粒機供應商 2025-01-01
- 東莞水下切粒機供應商 2025-01-01
- 水下切粒機服務 2025-01-01
- 惠州附近哪里有水下切粒機大概費用 2025-01-01
- 惠州化工塑料水下切粒機一般多少錢 2025-01-01
- 廣東EVA熱熔膠水下切粒機哪里有賣的 2025-01-01
- 東莞靠譜的水下切粒機生產企業 2025-01-01
- 寧夏可沖洗超潔凈pvdf保溫殼管道保溫 2025-01-02
- 廣西防靜電臺墊桌墊 2025-01-02
- 江門密封硅膠皮生產廠家 2025-01-02
- 徐州pe吹塑瓶生產工藝 2025-01-02
- 河北耐高溫硅膠墊 2025-01-02
- 上海制造細條紋防滑橡膠板 2025-01-02
- 浙江難燃輸送帶訂購 2025-01-02
- 江蘇航空托盤定制 2025-01-02
- 廣州CM管管枕怎么賣 2025-01-02
- 上海定制壓延微晶板廠家電話 2025-01-02