普陀區代理西門子PLC安裝導軌6ES73901AJ300AA0
且通過磁性部件可將導軌主體吸合于設備的安裝機架上,電路元器件則安裝在導軌主體上。具體的說,在本實施方式中,絕緣層包覆于導軌主體外,因而在避免導軌主體導電的同時,還不會影響到磁性部件的磁力,保證通過磁性部件能夠將導軌主體穩定地吸合在設備的安裝機架上。當然,在實際使用過程中,絕緣層也可包覆在磁性部件外,由于絕緣層會對磁性部件的磁力產生一定的影響,因而磁性部件通常采用磁力較強的磁鐵以保證導軌主體能夠吸合在設備的安裝機架上。此外,在本實施方式中,絕緣層為塑料層,由塑料層對導軌主體進行包覆時,可通過包塑工藝進行。進一步的,在本實施方式中,磁性部件可包括至少一個磁鐵,且當設置有多塊磁鐵時,各塊磁鐵可沿導軌主體固定側的長度方向進行等距排列。本領域的普通技術人員可以理解,上述各實施方式是實現本實用新型的具體實施例,而在實際應用中,可以在形式上和細節上對其作各種改變,而不偏離本實用新型的精神和范圍。在相關 SIMATIC S5 擴展單元中,可以尋址 SIMATIC S5-115U/-135U/-155U 的所有輸入/輸出模塊。普陀區代理西門子PLC安裝導軌6ES73901AJ300AA0
本工藝標準是對電梯安裝工程質量的比較低要求,所規定的項目都必須達到合格。電梯安裝工程質量驗收除應執行本工藝標準外,尚應符合現行有關國家標準的規定。2術語電梯安裝工程電梯生產單位出廠后的產品,在施工現場裝配成整機至交付使用的過程。注:本工藝標準中的“電梯”是指電力驅動的曳引式或強制式電梯、液壓電梯。電梯安裝工程質量驗收電梯安裝的各項工程在履行質量檢驗的基礎上,由監理單位(或建設單位)、土建施工單位、安裝單位等幾方共同對安裝工程的質量控制資料、隱蔽工程和施工檢查記錄等檔案材料進行審查,對安裝工程進行普查和整機運行考核,并對主控項目全驗和一般項目抽驗,根據本工藝標準以書面形式對電梯安裝工程質量的檢驗結果做出確認。土建交接檢驗電梯安裝前,應由監理單位(或建設單位)、土建施工單位、安裝單位共同對電梯井道和機房(如果有)按本工藝標準的要求進行檢查,對電梯安裝條件作出確認。3基本要求安裝單位施工現場的質量管理應符合下列規定:具有完善的驗收標準、安裝工藝及施工操作規程。普陀區配套西門子PLC安裝導軌6ES73901AJ300AA0DIN導軌具有用于固定螺絲的4個孔和1個接地導線螺栓。
集油槽214為矩形槽結構,集油槽214固定連接在安裝塊211的底面上,且集油槽214的左側端面位于安裝塊211左側端面的左側,集油槽214的左側端面位于毛刷212中刷毛末端所在平面的右側。出油嘴213固定連接在安裝塊211上,且出油嘴213的出油端位于臺階部210中底面的上方,出油嘴213通過三通與注油管12相連通。涂油器21在使用時,潤滑油從出油嘴213流出,并滴至臺階部210的斜面上,并順著斜面向下面至毛刷212上。在對軌道的導軌面涂刷潤滑油過程中,集油槽214的左端面位于刷毛末端所在平面與安裝塊211左端面之間,在將毛刷212抵觸在導軌面上時,保證集油槽214的左端面與導軌面貼合即可,此時刷毛被抵觸在導軌面上,刷毛被壓縮后有一定的彈性,避免集油槽214與導軌面之間剛性接觸。在涂刷潤滑油時,流下的部分潤滑油會沿著倒角斜面下至集油槽214內,被集油槽214回收。本發明的涂油器使用時,是對流下的油進行部分回收,亦控制減少潤滑油的浪費。本發明中的機架11包括安裝板111、限位板112和卡塊113,兩個限位板112對稱固定連接在安裝板111上,兩卡塊113固定連接在安裝板111上,且一個卡塊113對應與一個限位板112相互卡接。限位板112包括一種板體115和第二板體116。
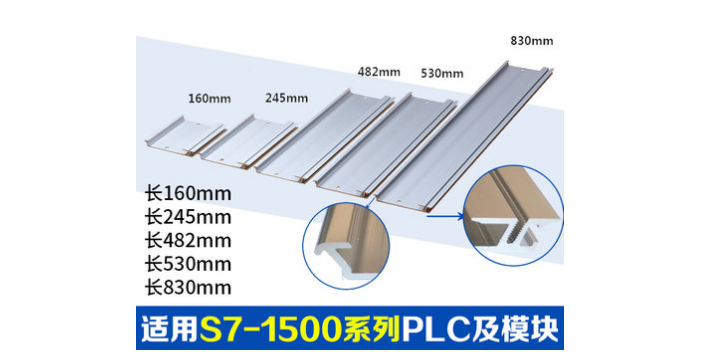
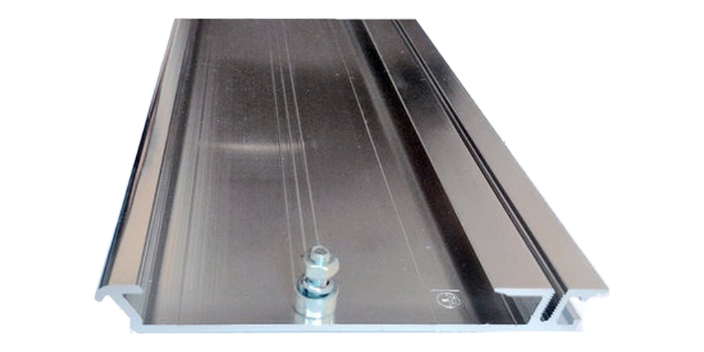
DIN導軌是S7-300可編程控制器的機械安裝導軌,該導軌用螺絲安裝在固定物上面。S7-300的所有模塊均直接用螺絲固定在導軌上,導軌采用鋁合金制作,為了防止表面鋁被氧化影響接地性能,表面特別鍍上金屬絲,另設接地螺絲,保證裝上模塊的整個系統有效的接地,產品包裝。表面精密氧化處理。SIMATICS7-300的機械安裝機架用于安裝調試可用螺絲擰緊到墻上安裝方式:可以垂直或水平安裝S7-300。所允許的環境空氣溫度和CPU模塊的位置如下:垂直裝配:0℃至40℃水平裝配:0℃至60℃始終將CPU和電源模塊安裝在左側或底部。安裝間距:必須保持如圖中所示的間距,以便為安裝模塊提供充足的空間,并能夠散發模塊所產生的熱量。下圖顯示的是安裝在多個機架上的S7-300裝配,其中顯示了各機架與相鄰組件、電纜槽、機柜壁之間的間距。例如,在沿電纜槽為模塊接線時,屏蔽接觸元件底部與電纜槽間的小間距為40mm。DIN導軌安裝孔要求DIN導軌具有用于固定螺絲的4個孔和1個接地導線螺栓一米長以上的裝配導軌可以削減到任何特殊長度。不帶用于固定螺絲的安裝孔和接地導線螺栓。四個用于安裝固定螺絲的孔(關于尺寸大小的信息,請參閱“固定孔的尺寸”)如果導軌長度超出了830mm,則必須提供附加孔。 安裝在多個機架上的S7-300裝配,其中顯示了各機架與相鄰組件、電纜槽、機柜壁之間的間距。

24VDC)6ES7321-1BH50-0AA0開入模塊(16點,24VDC,源輸入)6ES7321-1BL00-0AA0開入模塊(32點,24VDC)6ES7321-7BH01-0AB0開入模塊(16點,24VDC,診斷能力)6ES7321-1EL00-0AA0開入模塊(32點,120VAC)6ES7321-1FF01-0AA0開入模塊(8點,120/230VAC)6ES7321-1FF10-0AA0開入模塊(8點,120/230VAC)與公共電位單獨連接6ES7321-1FH00-0AA0開入模塊(16點,120/230VAC)6ES7321-1CH00-0AA0開入模塊(16點,24/48VDC)6ES7321-1CH20-0AA0開入模塊(16點,48/125VDC)6ES7322-1BH01-0AA0開出模塊(16點,24VDC)6ES7322-1BH10-0AA0開出模塊(16點,24VDC)高速6ES7322-1CF00-0AA0開出模塊(8點,48-125VDC)6ES7322-8BF00-0AB0開出模塊(8點,24VDC)診斷能力6ES7322-5GH00-0AB0開出模塊(16點,24VDC,單獨接點,故障保護)6ES7322-1BL00-0AA0開出模塊(32點,24VDC)6ES7322-1FL00-0AA0開出模塊(32點,120VAC/230VAC)6ES7322-1BF01-0AA0開出模塊(8點,24VDC,2A)6ES7322-1FF01-0AA0開出模塊(8點,120V/230VAC)6ES7322-5FF00-0AB0開出模塊(8點,120V/230VAC,單獨接點)6ES7322-1HF01-0AA0開出模塊(8點,繼電器,2A)6ES7322-1HF10-0AA0開出模塊(8點,繼電器,5A。 8PT SIVACON 是專門由標準模塊和型式碼模塊制成的。普陀區配套西門子PLC安裝導軌6ES73901AJ300AA0
安裝或拆卸任何電氣設備之前,請確保已切斷該設備的電源。同時,還要確保已切斷所有相關設備的電源。普陀區代理西門子PLC安裝導軌6ES73901AJ300AA0
一般吊裝總重不超過3kN(≈300kg)整條軌道可分幾次吊裝就位。圖(軌道):,如不符合要求,應調整導軌前后距離和中心距離,然后再用找道尺進行細找。、找正導軌(圖)。圖1扭曲調整:將找道尺端平,并使兩指針尾部側面和導軌側工作面貼平、貼嚴,兩端指針前列指在同一水平線上,說明無扭曲現象。如貼不嚴或指針偏離相對水平線,說明有扭曲現象,(微信公眾號:電梯)則用墊片調整導軌支架與導軌之間的間隙(墊片不允許超過三片)使之符合要求。為了保證測量精度,用上述方法調整以后,將找道尺反向180°,用同一方法再進行測量調整,直至符合要求。2調整導軌垂直度和中心位置:調整導軌位置,使其端面中心與基準線相對,并保持規定間隙(如規定3mm)(圖)。圖3找間距:操作時,在找正點處將長度較導軌間距L小~1mm的找道尺端平,用塞尺測量找道尺與導軌端面間隙,使其符合要求。(找正點在導軌支架處及兩支架中心處。)兩導軌端面間距L(圖),其偏差在導軌整個高度上應符合表圖兩導軌端面間距的偏差要求表電梯速度2m/s以上2m/s以下軌道用途轎廂對重轎廂對重偏差不大于(mm)+1、-0+2、-0+2、-0+2、-0上述三條必須同時調整。使之達到要求。1導軌接頭處,。 普陀區代理西門子PLC安裝導軌6ES73901AJ300AA0
- 連云港銷售模塊連接器6ES7532-5ND00-0ABO 2024-12-27
- 崇明區訂做電流互感器系列 2024-12-27
- 浦東新區警示燈五層 2024-12-27
- 蘇州制造警示燈五層 2024-12-27
- 江蘇控制箱電流互感器推薦廠家 2024-12-27
- 湖南西門子模塊連接器6ES7522-1BH10-0AA0 2024-12-26
- TL-703BLL/g23 2024-12-26
- 蘇州3RH23RV2斷路器3RH29 21-1DA11 2024-12-26
- 南京配套西門子CPU通訊模塊6ES733-1BL00-0AA0 2024-12-26
- 松江區供應控制箱105 5 72 5 58 5 2024-12-26
- 鎮江耐高溫絕緣套管及絕緣套管品牌 2024-12-27
- 山東品牌HITACHI日立PLC性能 2024-12-27
- 重慶哪里使用自限溫電伴熱帶供應商家 2024-12-27
- 新能源BMS工作原理 2024-12-27
- 可調塑殼電子式斷路器控制器源頭廠家 2024-12-27
- SVG治理常用解決方案 2024-12-27
- 深圳高壓直流電源供應商 2024-12-27
- 寧夏光伏直流熔斷器價格咨詢 2024-12-27
- 江西智能化消防應急照明燈具供應商 2024-12-27
- 福建公寓智能水表品牌推薦 2024-12-27