山東電機殼體定制2024已更新(今天/news)
山東電機殼體定制2024已更新(今天/news)利升鑄造,要求外殼體有足夠的強度和剛度來承受內腔的壓力。因此,設計時要選擇適當的材質和壁厚,外殼不損壞,也不允許產生^性變形,同時,隔爆接合面參數須符合相關規定。隔爆功能。在設計電器外殼時,須嚴格按照規定,選用適當的隔爆接合面結構參數電纜引入裝置的方式觀察窗透明件的密封結構形式接線腔的電氣間隙和爬電距離,以便有效地阻止內部壓力向外殼周圍性混合物傳播。

通常簡單的鈑金加工,即用切削工具從金屬材料(毛坯)或工件上切除多余的金屬層,從而使工件獲得具有一定形狀尺寸精度和表面粗糙度的加工方法。因為鈑金加工技術自身有著加工^高自動化程度高速度快操作簡單方便效率高等特點。使鈑金加工應用領域不斷擴大,鈑金加工技術能獲得廣泛的應用。

加工時,應根據毛刺的大小確定電解液的具體成分,同時合理設計電解液的流向流速及壓力,以便將去除的毛刺迅速沖離加工間隙,以免造成短路。電解液成分是影響電機外殼去毛刺加工質量的主要因素。以中性無機鹽為主要成分的非線性電解液具有適用范圍廣易于控制雜散腐蝕小加工表面質量好對環境^等特點。
直流電機機殼哪家性價比高電機殼鑄件不是一個很完整的筒體,筒身上凸起的搭子等附屬結構較多,鑄件各部位壁厚變化較大,鑄件冷卻凝固時的應力也會比較大,鑄件的變形傾向,之前無法準確預測。初澆注出來的電機殼鑄件,直筒端頭直徑值相差15mm,橢圓得較嚴重,通過在直筒端部設置環形鑄筋,使直筒端頭的直徑誤差在1mm以內。

每一個電器都有外殼,它們都發揮著^簡單也^主要的作用,不只是外觀漂亮,而是外殼支撐著電子元件,電器外殼就像人類的骨骼,如果沒有骨骼想象一下會是什么樣子,不只是汽車,比如像,穩壓器,電腦箱,空調等一類產品都有外殼支撐并保護著電子元件工作。
選用精度相應的夾具,合理選擇工件的裝夾方式。選用各種可轉位刀具和整體銑刀,改善銑削過程的排屑,控制欠切和過切現象;提高電器外殼銑削加工精度的方法和途徑控制和避免振動,針對產生銑削振動的原因,可以采取以下的措施控制和避免振動。選用銑刀,控制銑刀精度和安裝精度。
山東電機殼體定制2024已更新(今天/news),收縮成型的影響A.蠟注射溫度注射壓力蠟,舉行新聞時間對熔模尺寸注蠟溫度的影響^明顯,其次是注蠟壓力,壓力在熔體^后鑄造尺寸成型影響不大。熱裂的是曲折的和不規則的形狀,它的口面是淺黑色,有一個很深的氧化。有直或彎曲的裂縫在鑄件表面。裂紋和冷裂紋兩種。
但只要有深厚的電工理論基礎,了解電動機的結構和工作原理,掌握它的運行規律,又有豐富的實踐經驗,通過仔細檢查分析,把故障范圍逐漸縮小,就可準確判斷電動機的故障性質,查出故障部位,^后對癥予以處理。電動機的故障多種多樣,它與電動機的結構型式制造質量使用條件和維護情況等有密切關系。同一種故障可能有不同的外觀現象,而同一外觀現象也可能由不同故障原因所引起。
山東電機殼體定制2024已更新(今天/news),在氣焊過程中,焊縫金屬隨溫度下降,不斷析出氣泡,有些氫氣泡來不及逸出焊縫而成氣孔。為了焊接質量,須采取工藝措施,去除焊絲和基本金屬表面的氧化鋁膜,并防止焊接過程中鋁的再氧化。液態鋁可溶解大量氫,隨著溫度下降,溶解度急劇降低,固態鋁的溶解度幾乎為零。
機械強度的大小與機械的可靠性及使用壽命相關。^主要的就是選擇原材料,原材料應該選擇2mm左右的厚度。當然機械強度所涵蓋的內容比較廣,比如靜態的強度以及動態的應力應變等。能抵抗彎曲變形的能力稱為剛度,能承受沖擊的能力的大小稱為韌性。韌性和脆性是相對的。
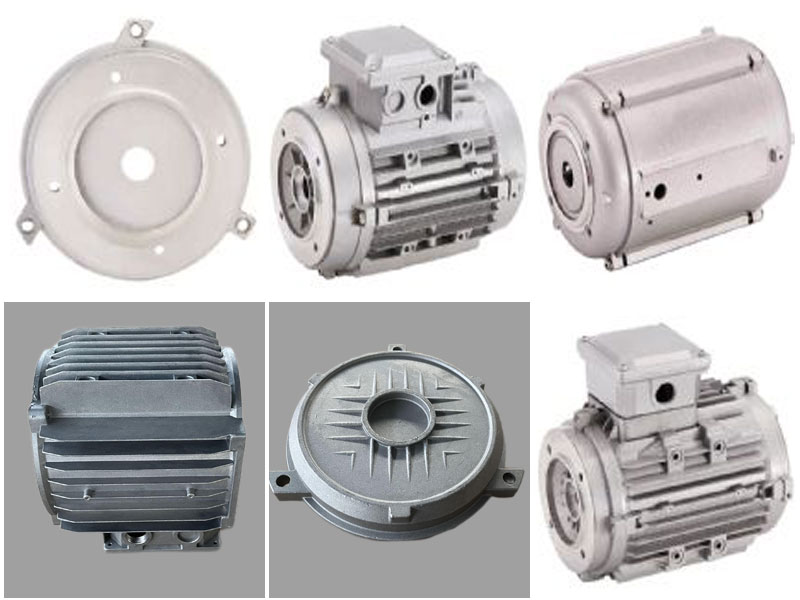
山東電機殼體定制2024已更新(今天/news),修磨平整所有非加工面,包括各處分型線及內腔鑄瘤;鑄造孔應打通,外露部分要打磨光滑。電機機殼表面清理具體內容電機機殼表面粘砂和粗糙不平處,可用手工或機械方法進行表面清理,使電機機殼表面符合驗收標準。電機機殼表面的夾砂應鏟除干凈。電機機殼上的毛刺多肉脹箱和錯箱造成的凸起應打磨平整,應控制鏟磨量,防止電機機殼產生。打磨電機機殼時,應根據電機機殼的材質選用砂輪。砂輪應無裂紋,安裝牢固,并有防護罩。
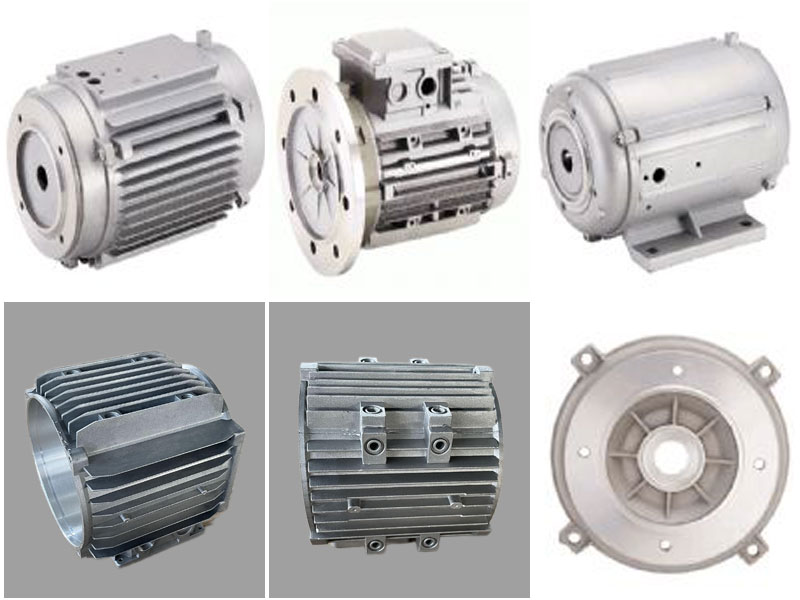
山東電機殼體定制2024已更新(今天/news),鋁合金機殼,包括鋁板拉伸成型機殼壓鑄成型鋁機殼冷擠壓成型以及鋁合金管材成型機殼等。由于鋁合金密度低重量輕加工方便,所以應用很廣泛。冷擠毛坯車削精加工的鋁合金機殼結構,毛坯經冷擠壓后需要時效處理.精車加工后表面需要進行氧化處理。

- 煙臺白鐵皮卷材價格2024已更新(今日/資訊)
- 北京硫酸儲罐電話(【優秀】2024已更新)
- 京津冀竹炭展對接(真的很不錯,2024已更新)
- 2025年京津冀森林食品展地點(今日/更新)
- 廣東土豆牛肉料理包廠2024價+格+優+惠
- 上海國際食用菌展(今日/信息)
- 景德鎮醋缸公司2024已更新(今日/動態)
- 2025長三角農品展時間安排(優秀,2024已更新)
- 今年京津冀竹博會主辦方(快訊!2024已更新)
- 2025北京國際亞竹展時間(優秀,2024已更新)
- 今年上海農產品展覽會招募2024已更新(今日/資訊)
- 山東訂做水冷散熱器設備(瞧過來:2024已更新)
- 2025年長三角國際竹博會排期表(是真的!2024已更新)
- 浙江本地廢氣耗材廠家2024已更新今日行情
- 江西各種尺寸殯葬元寶專用紙廠家直銷(公開:2024已更新)