山東微電動機殼供應(解密:2024已更新)
山東微電動機殼供應(解密:2024已更新)利升鑄造,所以合理的選擇功率及正確的保養對電機殼是至關重要的。電機殼保養要求體現要注意在電動機運轉的過程中有良好的潤滑。電動機一般運行在5000小時左右時,就需要補充或者換潤滑脂的,軸承如果過熱在操作過程中,發現潤滑改造,液壓及時潤滑脂。

修理方法知道繞組線接錯后,可將定子繞組的連接線拆開,按照接線圖重新接好后焊勞即可。繞組接錯故障檢測方法將電動機轉子抽出,在定子繞組內通入三相低壓交流電源,用一個鋼球放入電動機的鐵心內,如果鋼球能沿定子內腔旋轉,表明繞組線正確,否則說明繞組接線錯誤。
以上就是消失模模具成型缺料的原因及預防方法的全部內容,簡單來說造成成型缺料的原因大多是因為珠粒預發,或者是有因為熟化效果差供料不足等,這些都是造成缺料現象的主要原因,要想預防這些現象,就需要控制泡沫珠粒的預發,還要控制泡沫珠粒的熟化標準以及成型情況等,這些都是很重要的。
運用環境應經常堅持干燥,電動機外表應堅持清潔,進風口不應受塵土纖維等阻礙。當鋁殼電機外殼的熱維護連續發作動作時,應查明毛病來自鋁殼電機仍是超負荷或維護裝置整定值太低,消除毛病后,方可投入運轉。當軸承的壽命終了時,電動機運轉的振動及噪聲將明顯增大,檢查軸承的徑向游隙達到下列值時,即應替換軸承。
傳統的鋁鎂合金鈑金件加工工藝中,鋁棒采用轉動剝皮法,加工效率低,鋁棒直徑較大,耗時耗時。擠壓完成后,將前橫梁型材鋸切,然后由排料輸送機運送至步冷床,冷卻至室溫后再進行張力矯直機矯直,再由儲料臺運至切輥材料,經過長度后鋸切成品儲存。

為了滿意高強度薄壁鑄鐵件日益增長的工藝要求,許多生產廠家引進了世界技能和設備,微型電機機殼鑄造工藝也進行了更新和大幅度改進。我國***和加入世貿組織后,我國追趕世界的步伐大大加快。許多制作和加工技能發展迅速。微型電機機殼冶煉工藝及其使用應表現其準確性和適用性。
山東微電動機殼供應(解密:2024已更新),電機有隱性故障,隨著現代車輛舒適度智能化水平的提高,各種智能電控系統越來越多,整車用電負荷也在逐步增大,因而車輛發電機的正常工作狀態就顯得尢為重要。除震蕩分頻電路的電容代換對容量要求比較嚴格外,其他電路的電容代換時,只要容量相近即可,對于濾波電路,可以大容量代換小容量;耐壓高的可以代換耐壓低的,反之就不行。如瓷片電容應該用瓷片電容來代換;
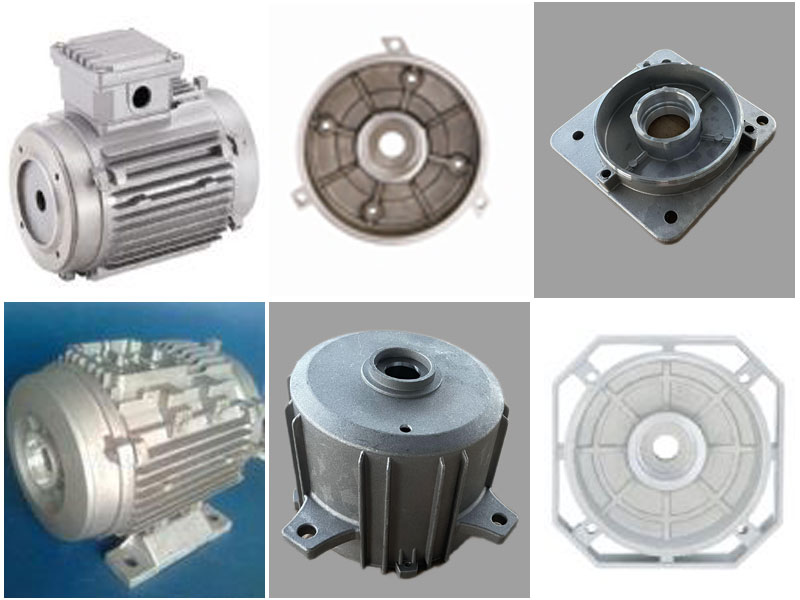
并且設計合理結構堅固的外形美觀的特點,使得電機外殼被廣泛的運用在儀表電子通訊和精密機械等行業。通常電機外殼的主體材料為鋁合金型材,并且制造商會在電機外殼內添加合適的組件,來電機的正常運行。通常工廠會使用鋁擠壓工藝進行電機外殼的生產,同時該工藝會對電機外殼的表面進行靜電噴涂處理。
山東微電動機殼供應(解密:2024已更新),是一直專注電機殼,鋁電機殼還有其它電機殼的研發,生產與銷售,我們服務堅持質量,用戶到上的原則,讓不少朋友信賴我們的產品,在業界贏得好口碑,歡迎大家咨詢。換潤滑脂時,應清除舊電機殼的潤滑油,和油箱的汽油洗凈軸承及軸承蓋,然后填充軸承內外圈腔。
山東微電動機殼供應(解密:2024已更新),在可以的情況下,可進行表面處理,如電鍍噴涂噴漆等工藝性處理。從電器外殼制造材料壓鑄工藝上來說,要選擇鑄造工藝好機械加工性能好的電器外殼制造制品。精度要求也要精和細。電器外殼制造材料的生產和其他工業產品的生產一樣,是按統一的標準規定進行的,執行產品出廠檢驗制度,不合格的金屬材料不準交貨。先從電器外殼制造材料壓鑄加工的使用性能來選擇,電器外殼制造材料需要選擇性能好,抗拉強度強性能;^后是電器外殼制造材料需要的是不腐蝕模具,容易壓鑄成型。
砂箱運行部分簡易的用行車提運;半自動自動生產線配置設備有落砂平臺提升機篩分機磁選機冷卻床除塵器等。自動半自動生產線用行車電動平車鏈式***推箱機等。砂處理部分簡易的生產線,型砂可采用地面自然冷卻。今天為大家將下消失模模具的制造工藝。
山東微電動機殼供應(解密:2024已更新),電機外殼帶電的可能原因及處理方法繞組端部頂端蓋接地拆下端蓋,找出接地點,線圈接地點要進行包扎絕緣與涂漆處理,端蓋內壁須用絕緣紙進行襯墊。電動機繞組受潮或絕緣嚴重老化對受潮的電動機進行烘干處理;老化的絕緣須及時更新。

- 工程用水泥排水槽生產廠家(優秀,2024已更新)
- 高質量飼料載體批發(今日/訪問)
- 吉林10L根多多桶供應商(今日/要點)
- 茂名出租地基處理強夯(正文:2024已更新)
- 杭州定制打樁料批發價2024已更新(今日/資訊)
- 威海捆裝捆扎繩價格行情(行內性價高,2024已更新)
- 上海合資企業登記需要材料(本周熱搜:2024已更新)
- 青州德國垂絲茉莉基地批發(上新了!2024已更新)
- 河北TL脫硫泵選型2024已更新(今日/推薦)
- 昌邑社區滅臭蟲公司(熱點:2024已更新)
- 信陽放心的固體飲料代加工價格(趨勢闡述,2024已更新)
- 鎮江好的陶粒公司(不為經驗買單,2024已更新)
- 新疆千葉輪批發(相信選擇沒錯!2024已更新)
- 平涼球場鋪設廠家(瞧過來:2024已更新)
- 青州多功能打藥機訂做(2024更新)