西寧除銹拋光磨具報價2024+上+門+咨+詢
西寧除銹拋光磨具報價2024+上+門+咨+詢歐克磨料磨具,切割片隸屬于砂輪,用磨料和結合劑樹脂等制成的用于普通鋼材不銹鋼金屬和非金屬材質的薄片。采用玻璃纖維和樹脂做增強結合材料,具有高抗拉抗沖擊和抗彎強度,優良的材料精湛的工藝,了對不同材料工件的高切割效率和佳的經濟效果。

***廠家的產品質量更好從產品質量來看,***廠家生產加工的產品本身就有著高超的工藝技術,而在質量管控工作上也做得非常好。有了這些基本的了解之后,大家才可以放心的選擇,而沙龍片在具體使用過程中也可以起到很好的精磨或者粗磨的作用。

通常用于砂紙砂布樹脂磨具拋光膏拋光粉等,由于鐵含量高,因此適用于制造陶瓷磨具。礬土燒結剛玉礬土燒結剛玉的微晶結構韌性高,能承受較大磨削壓力,并且能切削較厚的金屬層橫向進給6mm以上,磨料形狀通常為各種柱形體。
砂輪本身狀況良好,電動工具的防護罩安裝牢固。為了施工操作的安全有效,請在操作前確保切割和拋光操作的建議砂輪正確牢固穩定地安裝在電動工具上,同時確保電動工具的轉速不會高于砂輪本身的大轉速。員工須佩戴護眼護手護耳罩和工作服。
西寧除銹拋光磨具報價2024+上+門+咨+詢,天然金剛石金剛筆修整砂輪時應加冷卻液,嚴禁熱后急冷!金剛石樹脂砂輪是低溫固化,生產周期短,設備和供應流程比較簡單;用天然金剛筆修整時的進刀量一般為每行程0.02-0.mm,縱向走刀速度要均勻采用自動走刀一般走刀速度為100-500mm\min,精修時走刀速度要低于粗修走刀速度,工作行程2-4次,空行程1-2次。金剛石樹脂砂輪(樹脂刀磨砂輪可根據產品型號多款供選(平行砂輪平行帶弧砂輪雙面凹砂輪雙斜邊砂輪碗型砂輪)等。天然金剛石金剛筆金剛石修整筆天然金剛筆金剛石筆使用及注意事項天然金剛石筆金剛筆固定在卡具上,金剛石筆端面與砂輪徑向垂直,鏈狀筆軸向與砂輪徑向成15度夾角為,進行修整。因樹脂具有流動性,容易成型復雜性面的砂輪。
可能就是在打磨的時候,所用的力度過大導致打滑,所以應該適當的控制打磨的力度。其實對于任何產品設備來說在使用加工過程中都應該了解它的使用方式和應該注意的事項。同時還要注意對于操作人員的安全進行防護。
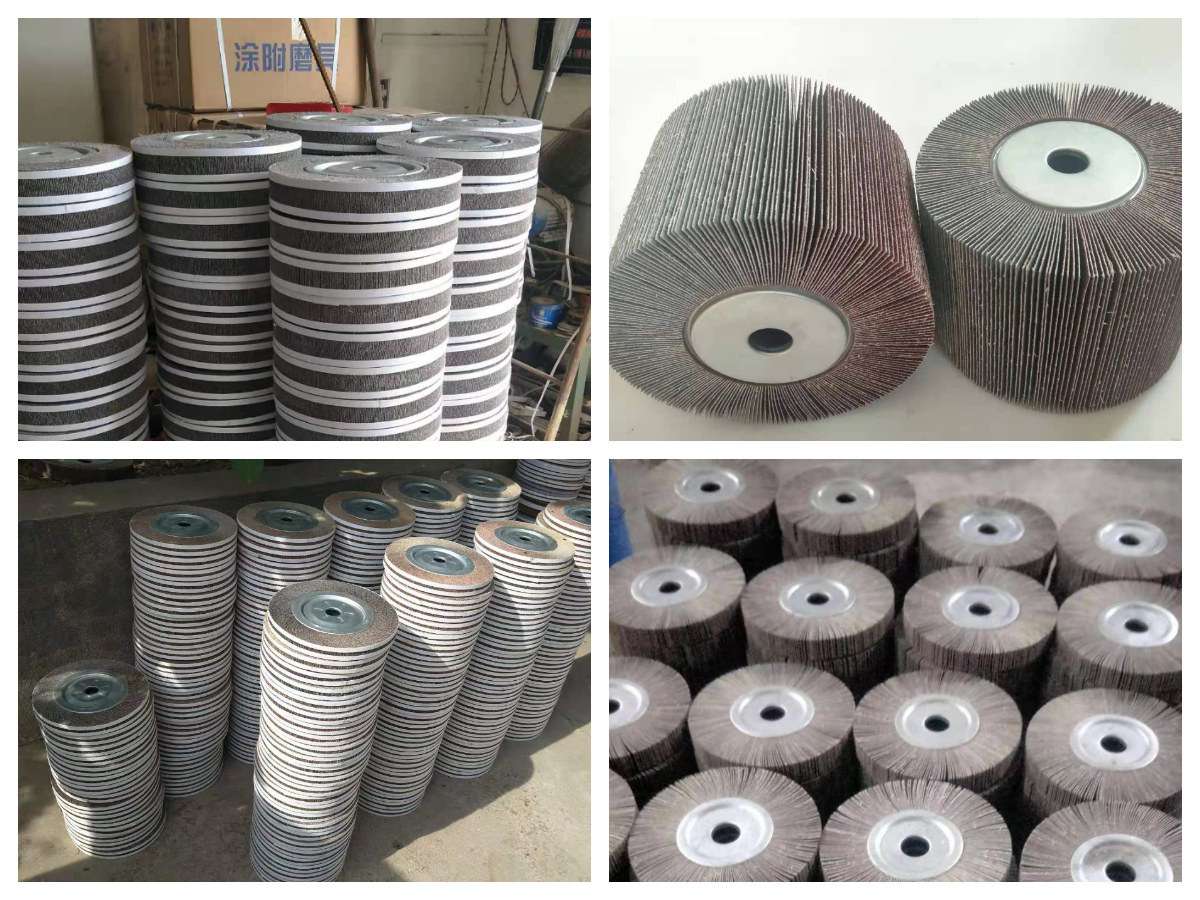
西寧除銹拋光磨具報價2024+上+門+咨+詢,千葉輪,又名千頁輪卡盤式頁輪,屬于涂附磨具的一種,每個產品以成百上千的紗布片粘合而成,其適用于各種不規則型面和普通平面的修磨除銹拋光,給我們帶來很大的便利,下面就和山東千葉輪廠家一起看看千頁輪打磨拋光注意的事項吧。
每一階段的運轉時間油溫達到平衡為準,但不得少于2小時。心制作的各種型號減速機,在各行各業的使用中,已體現出顯著的技術及經濟效果,越來越受到廣大用戶的普遍依賴和歡迎。該型蝸輪相當于具有平面齒面的斜齒圓柱齒輪,其兩側齒面與一對相互倒置的基圓錐面相切,蝸桿也是用平面砂輪磨削成形,而月與蝸輪螺旋角相等.***代,英國學者Hindley發明了直線齒環面蝸桿傳動仁2],主要用于動力傳動,國外稱為Hindley一worm.這種蝸桿是用直線刀刃的成形車刀切成的,蝸輪用與蝸桿一致的蝸輪滾刀范成,潤滑性能有改善,承載能力有較大提高.70年代初期,日本石川昌一發明了一種雙包絡可展環面蝸桿傳動帶負荷試車要逐步增加負荷,一般按照25額定負荷50額定負荷75額定負荷100額定負荷等個階段增加負荷;
砂輪片磨削加工的特點磨削效率高砂輪相對工件做高速旋轉一般砂輪線速度達35米/秒(m/s),約為普通刀具的20倍以上,可獲得較高的金屬切除率。隨著磨削新工藝的開發,磨削加工的效率進一步提高,在某些工序已取代車銑刨削,直接從毛坯上加工成形。
西寧除銹拋光磨具報價2024+上+門+咨+詢,綜合以上介紹也可以看出,砂輪片在整個市場中銷售的非常好,既然有很多***的廠家在具體選擇的時候都需要看看廠家本身的實力和評價,***廠家的產品在市場中銷售得更好也可以使用的更好。選擇購買砂輪片也需要掌握一定的方式技巧,現在市場中銷售的產品非常多,我們在具體選擇的時候也可以看看本身所具備的優勢價值,現在很多人都是知道的產品的功能作用之后才會放心的選擇。而在了解了基本材質之后,也可以知道產品所帶來的影響,掌握一些方式技巧可以讓自己選擇到滿意的產品。
按形狀可分為平形砂輪斜邊砂輪筒形砂輪杯形砂輪碟形砂輪等;就樹脂砂輪切割片廠經驗所得啊,角磨片是磨具中用量大使用面廣的一種,大部分的磨具是用磨料加上結合劑制成的人造磨具,也有用天然礦巖直接加工成的天然磨具。前者用剛玉和碳化硅等普通磨料,后者用金剛石和立方氮化硼等超硬磨料制成。按結合劑可分為陶瓷砂輪樹脂砂輪橡膠砂輪金屬砂輪等。
西寧除銹拋光磨具報價2024+上+門+咨+詢,一般情況下,對尺寸要進行有效的控制,則粗糙度Ra值應不超過尺寸公差的八分之一,磨削表面粗糙度對零件使用性能的影響是表面粗糙度值越小,則零件的耐磨性,耐蝕性,耐疲勞性越好。砂輪選擇在磨削中的重要性如果火花短,那自銳性勢必就差,一來磨削能力下降,磨下的金屬屑少,一來砂粒不掉,所以火花少而短。磨削加工一般作為工件加工的終工序,其任務就是要產品零件能達到圖紙上所要求的精度和表面質量。因此,在磨削加工中,須注意降低表面粗糙度。反之則相反。一般磨削時取46~80號粒度的砂輪,精磨時應選用150~240號粒度的砂輪,鏡面磨削時應選用W10~W7粒度的樹脂石墨砂輪,可獲得較好的工件表面粗糙度。磨削表面粗糙度與零件精度有密切關系,一定的精度應有相應的表面粗糙度。影響磨削加工表面粗糙度的主要工藝因素中砂輪粒度對其有顯著影響,砂輪粒度越細,同時參與磨削的磨粒就越多,則磨削表面粗糙度就越低。
下面引見新式拋磨材料的出產工藝,它大致有二種加工方法粘砂法和砂筋法。從十年始,歐美日本等工業興旺國度已遍及選用非織造胚布與合成樹脂復合的拋磨東西。它具有切削功率高,外表處置作用好壽命長落砂少,合適于成批量的自動化出產流程。
西寧除銹拋光磨具報價2024+上+門+咨+詢,可代替樹脂針型砂輪以及具有非常好的彈性,非常好的自銳性,磨削,低噪音,適用于箱體內焊縫及沖壓件和打磨毛邊,也可以用于各種碳鋼和不銹鋼結構件的研磨與拋光處置特色選用描繪,使基體能與砂盤別離,便于手動裝潢,環保。
