南京拋光材料一個(商業優選:2024已更新)
南京拋光材料多少錢一個(商業優選:2024已更新)歐克磨料磨具,花崗巖創新機械合作專用剪刀研磨劑精心打磨剪刀位置,使其成為石材和平的整體。階段拋光磨具使用專用花崗巖磨具,在50-3000號石磨具上用細石材打磨,因此要使隕石膠比石面稍高,避免多次充電。步驟研磨光澤,研磨填充物,使其與石材水平,添加石材整體感,處理空隙之間的高低問題,防止間隙再次變回黑色。
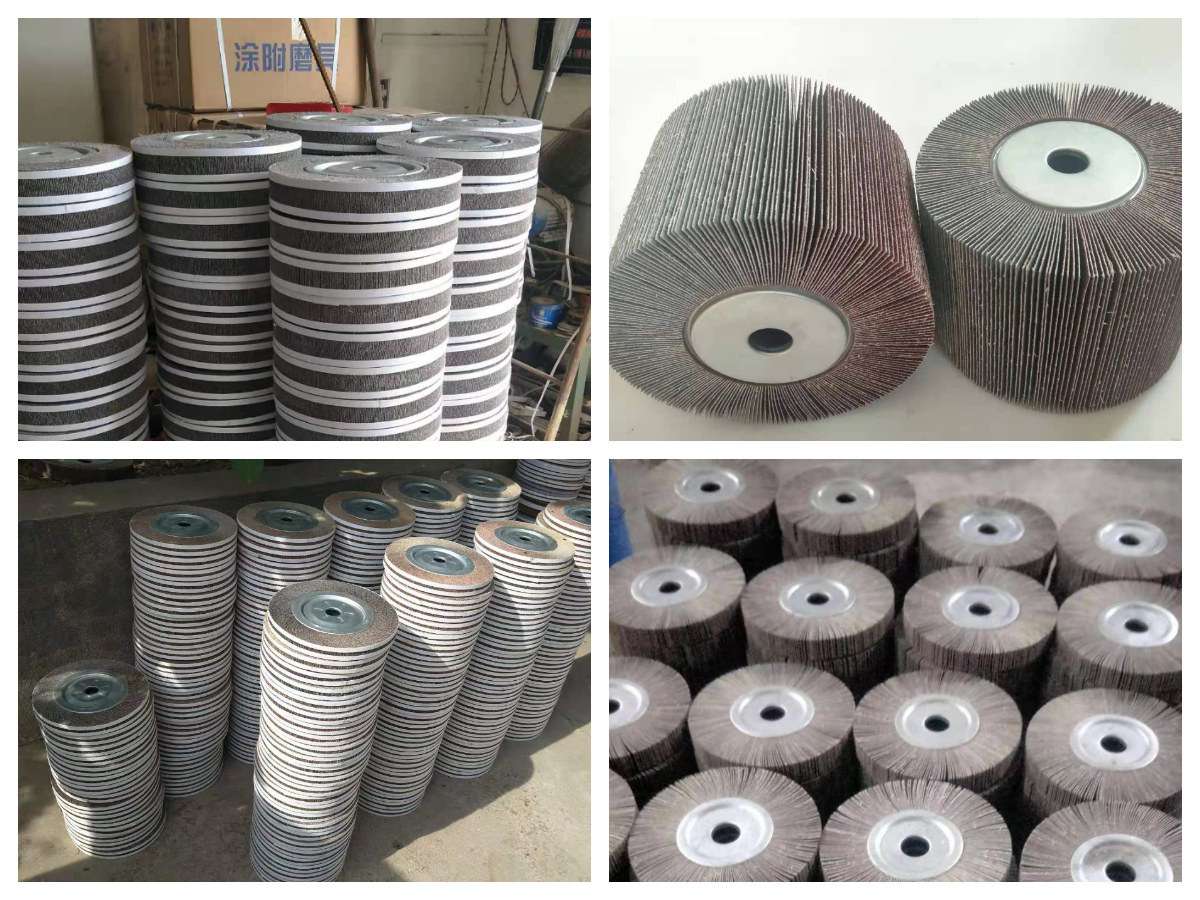
拋光輪在加工制作上面有什么難題要解決呢?以縫線式加工制作的拋光輪要用老粗布和無防布及其細平布等做成,縫合線能夠是同心圓式還可以是螺旋以至于是直輻射源的方法,這類方式加工制作出的拋光輪適合拋光各種各樣的涂層和外形較簡單的工作。以非縫線式整布輪加工制作的拋光輪要用細膩綿軟純棉布做成較為適合拋光外形較為雜亂無章的工件或者用以中小型工件上的精拋光。以便讓拋光輪維持綿軟且能更為的綿軟,因此在拋光輪的加工制作上常會空出縫合線讓其輪邊中間保持良好的間距。

150系列主要用于平開門窗型材系列門窗系列及門窗的主要開啟方式帶形窗多扇連續水平方向組合的窗百葉窗用多片百頁片組成的窗落地窗通至地面的長窗,開啟扇可作門用下懸窗合頁(鉸鏈)裝于窗下側,向內或向外開啟的窗羊毛拋光輪也可以被簡稱為羊毛輪,分卷式羊毛輪和純羊毛輪兩種,是經常能被使用到的拋光研磨材料。一就是要看卷狀百潔布的外觀,要看百頁片的外表是否有裂紋缺角等,還有內孔鑲層是否存在落鑲孔平面不平整等現象。
也可用于干磨,能制成不同氣孔尺度的砂輪如大氣孔,松安排砂輪。能制成各種不同特性用處廣泛,能在多種磨削液條件下進行磨削,形狀和尺度的砂輪。轎車制作重型機械船只修補不銹鋼鋁合金金及裝修等行業均常用此產品。千葉輪適用于各種不銹鋼金屬木材家具石材等多個領域的表面大面積粗拋修磨除銹和磨削,對各種不規則型面的拋光整形不同材料機械制作多方面的除銹打磨,拋光效率高,使用壽命長。
法蘭盤的毛刺;砂輪面不平解決方法砂輪孔與軸要能圓滑地裝入,而不能強硬裝入問題一砂輪孔小或軸大時強硬裝入的場合由砂輪龜裂產生的破裂鉛灌孔層凸出;問題二法蘭盤的支撐不均勻(法蘭盤彎曲;解決方法砂輪法蘭盤左右兩側要精加工成規定的正確平滑的尺寸,砂輪平面部分地進行加工,同時鉛灌孔層不能平面凸出來。

南京拋光材料多少錢一個(商業優選:2024已更新),如何選擇一款好品質砂輪片在此,我們主要說明纖維樹脂切割片和研磨片的制造工藝特點和安全使用規范。因此,粘結磨具的成品包括切割片磨片帶柄磨頭砂輪等成品。砂輪片是一種固定的磨削工具,由磨料(磨削材料和粘結劑制成,具有一定的形狀和磨削能力。

本廠家工藝超音速防粘噴涂金屬制線設備的拔絲輪、拔絲塔輪、拔絲缸、收線盤、拉絲機、拉絲輪、線輪、導向槽等零件表面噴涂碳化物陶瓷涂層,對一些耐磨性要求高的工件表面,超音速防粘噴涂采用進口噴涂設備可噴涂碳化鎢(硬質合金)涂層,硬度可達到hrc7.5。
通過上面的介紹我們了解到了百葉輪打磨熱板時打滑的原因,所以我們使用的時候要好好使用,當遇到百葉輪打磨熱板時打滑這種情況時我們就可以根據上述原因進行解決。二就是打磨機的夾頭未鎖緊或者是百葉輪不合格導致的無法夾緊導致的打滑,所以在使用之前要先檢查百葉輪的質量,或者是機械的裝置,還有就是要換百葉輪或者重新鎖緊。
南京拋光材料多少錢一個(商業優選:2024已更新),由于鋁合金風口構造的原材料所有采用高品質鋁合金,加上非常的制作工藝,促使本消聲百葉窗簾可以在一切氣侯標準下應用,底外框和百葉片的形變。鋁合金風口可以很大極限地降低氣旋傳送摩擦阻力和消弱噪音按變位系數拼裝成系列產品鋁合金風口規范尺寸的消聲百葉窗依據必須在消聲百葉窗外噴漆各種各樣顏色的鍍膜。且鋁合金風口二次空氣氧化鍍膜全鋁合金構造,用不銹鋼板材鍍鋅板原材料防水防雨防火安全應用于一切氣侯標準。鋁合金風口可拼裝成規模性的百葉窗簾全體人員以到達很大的氣體總流量和不錯的消聲特點。
南京拋光材料多少錢一個(商業優選:2024已更新),拋光氈羊毛輪毛氈輪玻璃拋光輪鏡面拋光輪陶瓷羊毛拋光輪不銹鋼拋光輪拋光片粘扣羊毛球系帶羊毛球單面羊毛球雙面羊毛球可用于各行業的拋光。毛氈墊毛氈條毛氈圈毛氈環毛氈筒毛氈帶毛氈塊毛氈油封,毛氈密封墊,羊毛氈煞車片各種異形毛氈配件可根據用戶要求生產加工。拋光系列;毛氈配件系列;細白工業羊毛氈中粗羊毛氈彩色羊毛氈松軟毛氈吸油毛氈化纖針刺氈拋光氈不銹鋼拋光氈體育用品毛氈保溫防寒氈過濾毛氈馬鞍毛氈工藝毛氈板擦用毛氈印臺氈書畫氈樂器用毛氈毛氈鼓槌,鞋墊氈民用毛氈帳篷用氈等各種行業用氈。產品品種有毛氈系列;

南京拋光材料多少錢一個(商業優選:2024已更新),按防撞功用可分為剛性護欄、半剛性護欄和柔性護欄。橋梁護欄有這么多的品種,在裝置設置時該怎么挑選呢,橋梁護欄款式的挑選,首要應依據公路等級,歸納考慮其安全性、協調性、需防護目標的特性及現場幾許條件等要素確認防撞等級,然后再依據自身結構、經濟性以及施工和維護修理等要素進行結構方式的挑選。4.復合管焊好后,先用砂輪片打磨,再用80~320目的千頁輪磨平,如有需要再用布輪加臘拋光即可。因復合管表層不銹鋼壁厚在0.3~0.6㎜左右,應注意不要過份打磨,否則很容易將不銹鋼表層磨破露出鋼管,這樣就需要修補,加大了工作量.可在施工前先切一小段試焊,熟悉一下,一般能焊純不銹鋼薄壁管經驗較豐富的工人在半天內即可掌握焊接要領.。
