棗莊小小軟塑料管廠商(今日/實時行情)
棗莊小小軟塑料管廠商(今日/實時行情)廣仁塑料制品,室內明設UPVC螺旋管道安裝宜在土建墻面粉飾完成后連續進行。事實上由于工期原因,多數都是在主體結構完成后與裝修同步進行。這樣就會引起光滑美觀的表面被污染,***好的解決辦法是隨著UPVC螺旋管的安裝及時用塑料布纏繞保護,待完工后去掉即可。再有,需要加強施工過程中的UPVC螺旋管道的成品保護,嚴禁在管道上攀登系安全繩搭腳手板用作支撐或借作它用。地漏的水封地漏的頂面標高應低于地面5~10mm,地漏水封深度不得小于50mm.目的就是防止水封被破壞后污水管道內的有害氣體竄入室內污染室內環境衛生。但是在給排水設計說明中很少有人提及,建設及施工單位為了降低造價使用市場上價格低廉的地漏,這種地漏水封一般不大于3厘米,滿足不了水封深度要求。另外,居民裝修房子時選用裝修市場上的不銹鋼地漏替代原來的塑料地漏,外表雖光亮美觀,內部水封同樣很淺。當排水時,地漏的水封由于正壓(較低樓層)或負壓(較高樓層)被破壞,臭氣進入室內。好多居民反映家中有臭味,而且廚房排油煙機打開時更加嚴重,就是水封由于壓力波動被破壞的原因。有的住宅廚房內設置了地漏,由于長時間沒有補水,特別冬季供暖時水封容易干涸,應經常給地漏補水。建議設計施工時采用高水封或新型防返溢地漏。廚房內地面濺水少,可以不設置地漏。
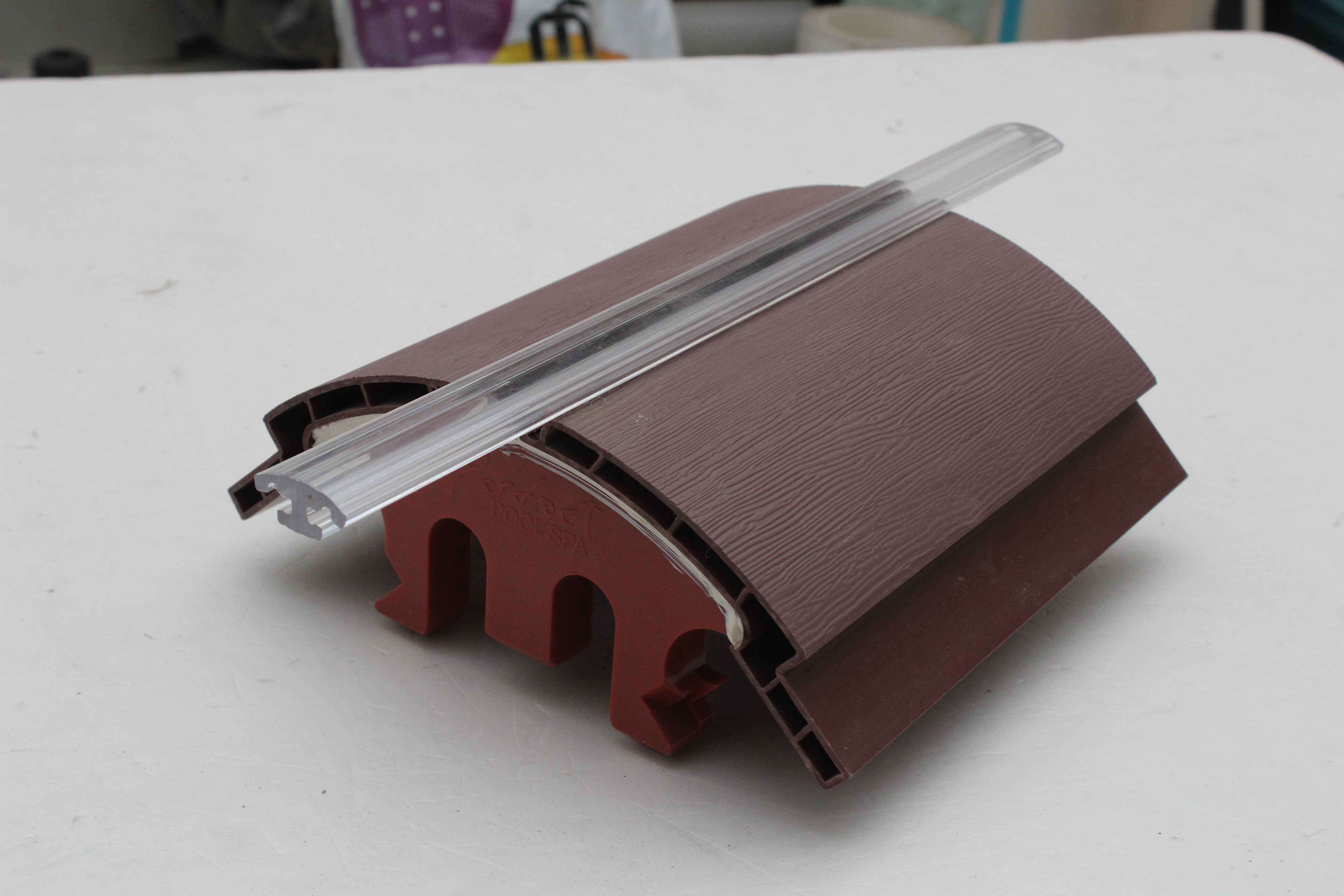
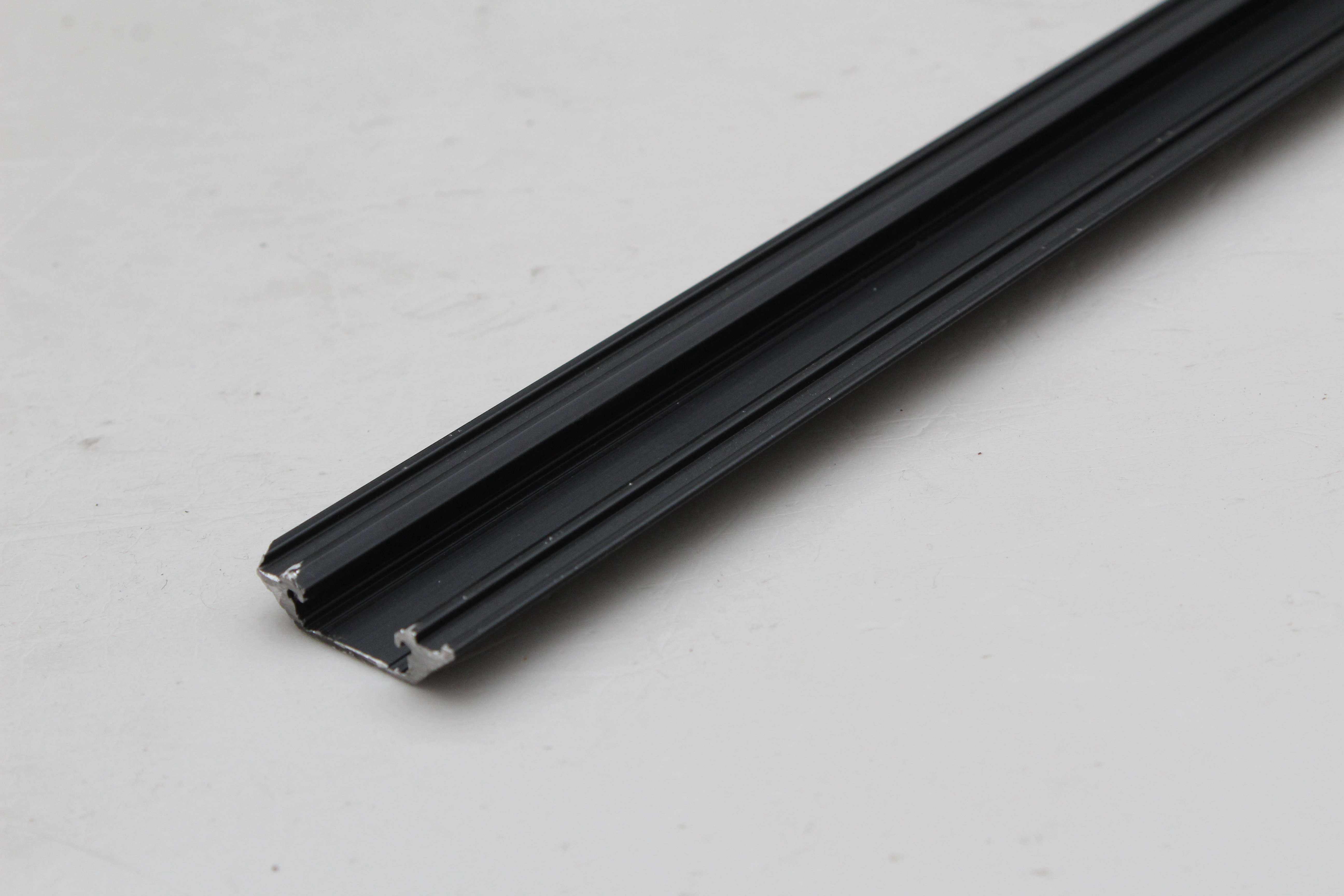
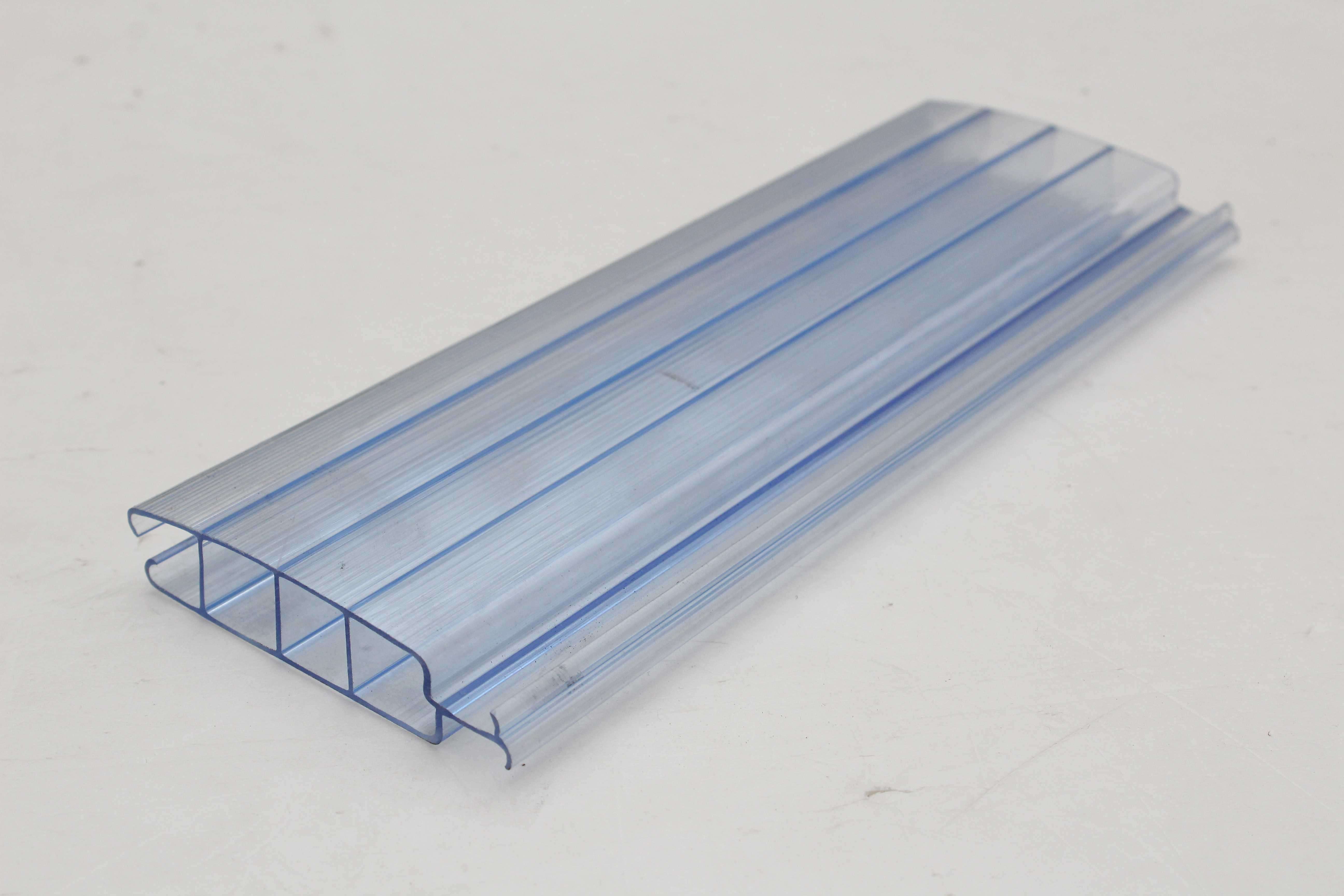
異型材是絕大部分要用PVC環氧樹脂膠來作為原材料,接著加上不一樣的助劑以及互相配合的用劑,接著再依據擠出加工工藝生產制造成的***的截面的模樣相對復雜的一種擠出異型材的產品。加上了助劑的PVC型材具有抗老化,遮擋紫外線,耐腐蝕,抗拉強度高,價格便宜,保溫隔熱及耐火性能好,可以一部分替代鋁型材,不銹鋼板等,空氣污染低于鋁型材。PVC擠出異材所屬因此一種由橫截面式非環狀的擠出橡塑制品,可以稱作以塑料為重要的異型材,除了圓和方板的PVC鋁型材外,也擁有瓦楞紙槽和T形這種,十分廣泛的應用在裝飾裝修和家俱等加工制造業。
特點是聚合時間短,生產強度大,可兼產***低三種密度的聚乙烯,能較好地控制產品的性質;反應溫度(≥140℃)壓力~5MPa)較高。但溶液法所得聚合物分子量較低,分子量分布窄,固體物含量較低。溶液法聚合在溶劑中進行,但乙烯和聚乙烯均溶于溶劑中,反應體系為均相溶液。
生產加工效率高;操作過程簡單制作工藝整個過程很容易控制有益于進行不斷自動化生產;產品質量均勻密度高的;機械設備成本低;制作工藝特性如何改進塑料PVC異型材的柔性依據變更汽車發動機模口可成形各式各樣橫剖面模樣的產品或生產加工。
自八十年代后期開始,為加快發展塑料門窗工業生產,在我國開始很多進口海外的單螺桿異型材擠出成形生產線。塑料門窗質量。那樣,花費數十億***,把在我國PVC異型材的生產制造水準提升了一個級別。而隨擠出發電機組引入的幾付或十幾付擠出模,遠遠地滿足不上建筑玻璃市場轉變和發展的需要。殊不知,發展異型材門商生產制造對擠出模的需要量大。PVC異型材的發展歷程為了更好地維護保養塑料門窗的形象,呵護這一新型產業健康的成長,生產廠家應生產事實上真實合格的塑膠條,塑料門窗組裝廠應選用真證合格的,高品質的產品。一直以來,PVC異型材擠出成形生產加工,在中國塑料生產加工中一直是相對性欠缺的一個類別,所應用的是單螺桿擠出機,擠出模在較低的速度下米/min7左右生產制造橫截面相對性簡單的異型材。

淤漿法聚合條件溫和,易于操作,常用烷基鋁作活化劑,氫氣作分子量調節劑,多采用釜式反應器。生產過程中還包括溶劑回收溶劑精制等步驟。由聚合釜出來的聚合物淤漿經閃蒸釜氣液分離器到粉料干燥機,然后去造粒。采用不同的聚合釜串聯或并聯的組合方式,可以得到不同分子量分布的產品。淤漿法生成的聚乙烯不溶于溶劑而呈淤漿狀。
老化性能熱老化臭氧老化紫外燈老化鹽霧老化氙燈老化碳弧燈老化鹵素燈老化;機械性能密度硬度表面電阻率介電性能拉伸性能沖擊性能撕裂性能壓縮性能粘合強度耐磨性能低溫性能回彈性能;檢測項目耐液體性能潤滑油汽油機油酸堿有機溶劑水;

棗莊小小軟塑料管廠商(今日/實時行情),ABS同其它材料的結合性好,易于表面印刷涂層和鍍層處理。ABS的氧指數為1屬易燃聚合物,火焰呈,有黑煙,燒焦但不滴落,并發出特殊的肉桂味。一般性能塑料ABS的性能檢測應注意ABS的外觀為不透明呈色的粒料,無毒無味吸水率低其制品可著成各種顏色,并具有90%的高光澤度。
ABS因組分的不同,吸水及粘附水的性能各異,其表面粘附水及吸水率在0.2?0.5%有時可達0.3?0.8%之間,為了得到較為理想的制品,在成型前作干燥處理,使含水量降至0.1%以下。否則制件表面將會出現氣泡銀絲等疵病。由于其牌號品級繁多,在注塑過程中應按品級的不同制訂合適的工藝參數,一般在160℃以上,240℃以下即可成型。為此,在成型過程中可從注射壓力人手,以降低其熔體粘度,提髙充模性能。因為溫度過高,有破壞ABS中橡膠相的傾向,而且在250℃以上開始出現分解。而且ABS的熔體粘度適中,其流動性比聚氯乙烯聚碳酸酯等要好,而且熔體的冷卻固化速度比較快,一般在5?15S內即可冷固。在成型過程中ABS熱穩定性較好,可供選擇的范圍較大,不易出現降解或分解。ABS的流動性與注射溫度和注射壓力都有關系,其中注射壓力稍敏感些。工藝性加工流程ABS屬于無定形聚合物,無明顯熔點。
通用著色劑,具有好的經濟性,但耐久性一般(黃橙和紅色再者,由于顏料與PVC異型材之間的相容性不夠理想,尤其在含有某些添加劑時,這樣會導致顏料的過飽和而產生表面析出現象,因此對于PVC異型材的著色可按不同的要求選用不同檔次的有機顏料品種
