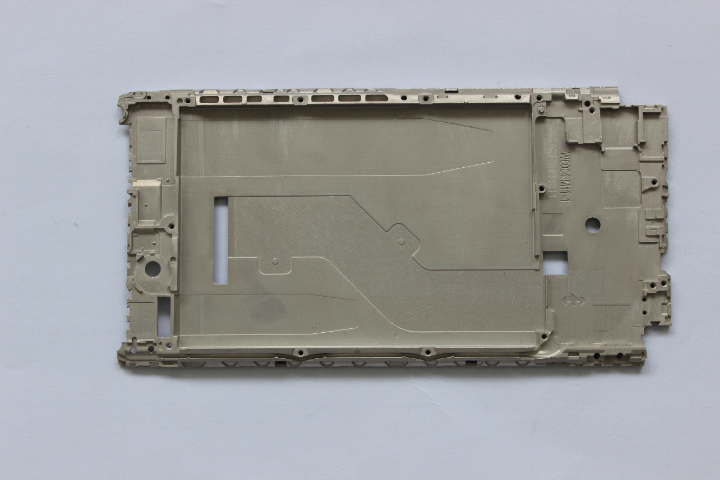
北京手機中板精密壓鑄模具
壓鑄是一種利用高壓強制將金屬熔液壓入形狀復雜的金屬模內的一種精密鑄造法。在1964年,日本壓鑄協會對于壓鑄定義為“在高溫將熔化合金壓入精密鑄模,在短時間內大量生產高精度而鑄面優良的鑄造方式”。美國稱壓鑄為Die Casting,英國則稱壓鑄為Pressure Die Casting,而比較為國內一般業者所熟悉的是日本的說法,稱為壓鑄。經由壓鑄法所制造出來的鑄件,則稱為精密壓鑄。這些材料的抗拉強度,比普通鑄造合金高近一倍,對于鋁合金汽車輪轂、車架等希望用更高的強度耐沖擊材料生產的部件,有更積極的意義。壓鑄工藝精湛,產品精度高。北京手機中板精密壓鑄模具
隨著科技的不斷進步,壓鑄技術也在不斷發展。未來,壓鑄技術將更加注重智能化、自動化與環保化。智能化生產將大幅提高生產效率與產品質量;自動化生產將降低人工成本與操作難度;環保化生產則將減少生產過程中的廢棄物排放與環境污染。這些趨勢將推動壓鑄技術不斷向前發展,為制造業帶來更多的創新與突破。精密壓鑄將在制造業中發揮更加重要的作用。隨著科技的不斷進步與市場需求的不斷變化,精密壓鑄將向高精度、高性能、多功能化方向發展。同時,隨著環保意識的不斷提高與可持續發展理念的深入人心,壓鑄技術將更加注重環保化與綠色化發展。這將為精密壓鑄的應用帶來更加廣闊的市場空間與發展前景。杭州五金精密壓鑄企業每一件精密壓鑄,都是工匠精神的體現。
分型線的設計對于鑄件脫模至關重要。當模具打開時,鑄件應留在活動部分內,以便推桿能夠將其推出。這一設計過程需要考慮到鑄件的形狀、尺寸和材料特性,以確保脫模過程順利且不會對鑄件造成損壞。模具的壽命直接取決于熔融金屬的溫度和每個循環的時間。高溫和高壓力會加速模具的磨損和侵蝕,而較短的循環時間則意味著模具需要承受更多的使用次數。因此,在壓鑄生產過程中,需要采取一系列措施來延長模具的壽命,如控制熔融金屬的溫度、優化循環時間和加強模具的維護和保養等。
型芯是壓鑄模具中不可或缺的部分,用于在鑄件上制造孔或開口。固定型芯與鑄件脫模方向平行,而活動型芯則可以在鑄件凝固后從模腔內取出。型芯的選擇和使用不只影響鑄件的精度,還關系到壓鑄成本。例如,松散型芯雖然能制造復雜表面,但價格昂貴且增加循環時間。壓鑄模具的材料特性對鑄件的質量至關重要。模具材料必須具有良好的抗熱振性和柔軟性,以應對高溫和高壓力。同時,淬透性、切削性、抗熱裂性、焊接性、可用性和成本也是選擇模具材料時需要考慮的因素。模具的壽命直接取決于熔融金屬的溫度和每個循環的時間。壓鑄精確,展現產品非凡品質。
在精密壓鑄的生產過程中,模具的設計和制造也是至關重要的。模具的設計需要充分考慮產品的形狀、尺寸和精度要求,以及生產效率和成本等因素。同時,模具的制造也需要采用先進的加工技術和設備,確保模具的精度和壽命。通過優化模具設計和制造過程,可以提高精密壓鑄的質量和生產效率,降低生產成本和廢品率。精密壓鑄作為一種高精度、高質量的金屬零部件,在現代工業中發揮著越來越重要的作用。隨著制造業的快速發展和消費者對產品性能要求的不斷提高,精密壓鑄的應用領域也將不斷拓展。未來,隨著新材料的不斷涌現和制造技術的不斷進步,精密壓鑄將具有更廣闊的應用前景和發展空間。同時,我們也需要不斷推動壓鑄工藝的創新和發展,以滿足市場不斷變化的需求。嚴格把控,精密壓鑄品質無憂。北京手機中板精密壓鑄模具
每一道工序,都確保精密壓鑄的質量。北京手機中板精密壓鑄模具
傳統壓鑄工藝主要由四個步驟組成,或者稱做高壓壓鑄。這四個步驟包括模具準備、填充、注射以及落砂,它們也是各種改良版壓鑄工藝的基礎。在準備過程中需要向模腔內噴上潤滑劑,潤滑劑除了可以幫助控制模具的溫度之外還可以有助于鑄件脫模。然后就可以關閉模具,用高壓將熔融金屬注射進模具內,這個壓力范圍大約在10到175兆帕之間。當熔融金屬填充完畢后,壓力就會一直保持直到鑄件凝固。然后推桿就會推出所有的鑄件,由于一個模具內可能會有多個模腔,所以每次鑄造過程中可能會產生多個鑄件。落砂的過程則需要分離殘渣,包括造模口、流道、澆口以及飛邊。這個過程通常是通過一個特別的修整模具擠精密壓鑄來完成的。其它的落砂方法包括鋸和打磨。如果澆口比較易碎,可以直接摔打鑄件,這樣可以節省人力。多余的造模口可以在熔化后重復使用。通常的產量大約為67%。北京手機中板精密壓鑄模具
- 上海手機中板壓鑄件加工廠家 2024-12-31
- 武漢有色金屬壓鑄件技術要求 2024-12-31
- 蘇州鋅壓鑄件工藝 2024-12-31
- 四川金屬壓鑄件加工 2024-12-31
- 重慶顯示器支架壓鑄件結構 2024-12-31
- 北京鋁制品壓鑄件檢測 2024-12-30
- 杭州筆記本支架壓鑄件技術要求 2024-12-30
- 蘇州鋅鋁壓鑄件生產廠家 2024-12-30
- 山東無人機配件壓鑄件表面處理工藝 2024-12-30
- 深圳鋁壓鑄非標件壓鑄件價格 2024-12-30
- 精密點膠控制器檢測維修 2025-01-07
- 白山互感器鐵芯質量 2025-01-07
- 鎮江M14防松螺帽銷售 2025-01-07
- 湖南塑膠真空鍍加工廠 2025-01-07
- 德國一體式液壓拉馬價格 2025-01-07
- 無錫模型手板 2025-01-07
- 山東模具零售 2025-01-07
- 鹽浴液體氮化QPQ廢水 2025-01-07
- 廣東不銹鋼316雙邊扭簧研發 2025-01-07
- 深圳紡織用不銹鋼全軟線 2025-01-07