冷軋板三合一卷料數控送料機原理
尿素水解裝置工程采購2套蒸汽減溫減壓裝置(1用1備),供應商提供的蒸汽減溫減壓裝置,應滿足如下性能要求:4.1單臺蒸汽減溫減壓裝置的設計蒸汽產量能夠滿足本工程水解器運行、產品氣管道吹掃及催化劑溶解的蒸汽用量需求。減溫減壓裝置須滿足采用除鹽水(常溫,0.22MPa)和蒸汽疏水(50~90°C,0.35MPa)兩種水源工況。4.2供應商提供的成套設備可用率不低于99%。4.3儀表投運率100%,自動化投運率100%。生產商負責設備的整體性能滿足要求。減溫減壓裝置的故障診斷和維修需要配備相應的專業設備和工具,保證維修的及時性和有效性。冷軋板三合一卷料數控送料機原理

減溫裝置生產廠家選用材料是全新高質量的、適合于工作條件,材料能承受工作條件下的溫度壓力而不造成變形、變質及任何部分的應力超限,且對各部件強度和其工作的適應性無任何影響。減溫裝置需有固定銘牌及流向標志,銘牌應耐腐蝕、耐高溫,并牢固安裝在減溫裝置本體明顯的位置上。銘牌的內容應包括:制造廠名稱、設備名稱、型號、主要參數、出廠編號、出廠日期等。減溫裝置生產廠家需具有壓力管道特種元件B級資質,具有電站輔機、鍋爐輔機、電站閥門等制造、安裝、技術服務內容、資質。噸桶機械手結構減溫減壓裝置的維護和檢修需要定期進行,確保設備運行的正常和可靠。
減溫減壓裝置凡需要油漆的所有部件,在油漆前必須對金屬表面按有關技術規定進行清潔處理。組裝前應從每個零部件內部清理全部加工垃圾,如金屬切削、填充物等,應從內外表面清理所有軋屑、銹皮油脂等。在做涂層前應做噴丸處理。油漆應能適應當地環境條件,設備表面均采用耐風化和防鹽霧腐蝕的油漆。噴丸處理后刷兩道帶銹環氧富鋅底漆,每道漆膜厚度為35μm、一道環氧封閉漆為中間漆,漆膜厚度為30μm、兩道改性聚碳酸脂長效面漆,每道漆膜厚度為30μm。油漆品牌應選用品牌,面漆顏色由閥門規范確定。
減壓系統中減壓閥是吸收先進技術優化設計而成,為球形整體加工,平衡式閥瓣、雙座密封結構。閥瓣與閥座間錐面密封,在結構尺寸設計上采用流線型,使蒸汽在流動過程中走圓滑路線,更有利于壓力的恢復和避免噪聲的產生,同時上、下閥蓋中設有透氣孔,具有良好的平衡性。該閥密封面堆CoCr硬質合金,經嚴格有效的工藝控制和探傷檢驗,閥辦通過不同方式可方便的實現等百分比、線性等調節特性。上、下腔內都設有消音孔罩,既可節流,也可降低噪聲。另外,在上腔和下腔中,閥辦都有導向套,從而減少了閥辦振動的幾率,減少了噪聲產生的環節,使運行更加穩定。減壓閥的開啟、調節或關閉由與其相連接的執行機構來控制。消音網罩和多層降噪節流孔板根據小孔消聲器設計原理設計而成,節流、消音、穩流效果明顯,使設備運行更穩定、更安靜。減溫減壓裝置的使用需要注意設備的日常維護,及時清洗和更換消耗品。
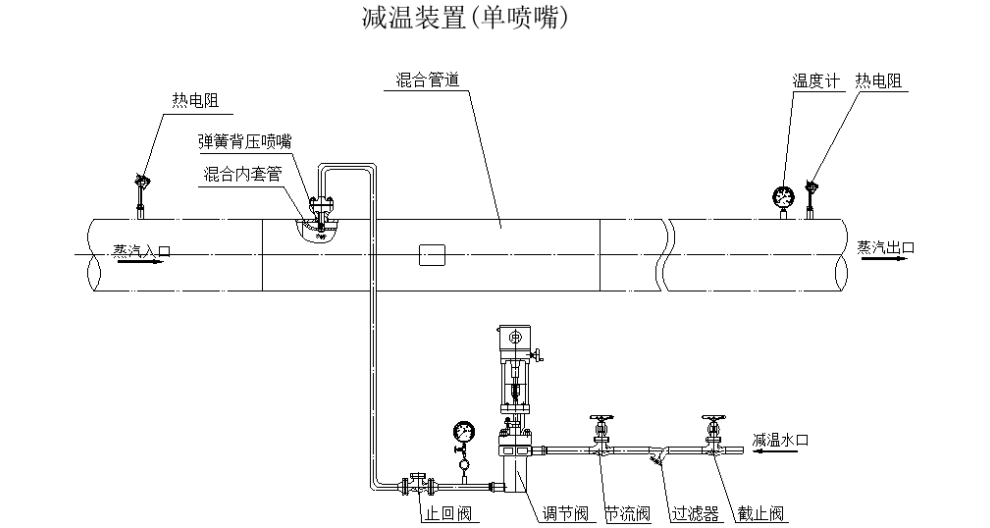
減溫減壓裝置一般需要進行招標,競標人應至少提供如下參數及內容:保證設備正常運行的調節比及所能達到的大負荷、小負荷,詳細描述其密封面結構,以及在小流量開度下如何對抗介質的高速沖刷;減溫裝置安裝所需直管段要求;減溫裝置噴嘴形式;供貨清單及各個部件的材質(尤其是噴嘴材質)。減壓裝置后所需管段要求及安全閥設置說明。應承諾有完善的售后服務保證體系,能及時提供現場服務。應承諾提供的減溫減壓器使用年限不低于20年。應承諾出廠隨機資料中要至少包括詢購技術文件中的要求。減溫減壓裝置的性能和效果需要經過實際使用和檢測驗證,調整和優化設計。江蘇沖壓機械手研發
減溫減壓裝置的操作和維護需要操作人員接受專業培訓,提高操作技能。冷軋板三合一卷料數控送料機原理
減溫減壓閥門(Depressurization and Temperature Reduction Valves)是一種專門設計用于在緊急情況下降低系統壓力和溫度的閥門。這些閥門通常用于處理高壓、高溫或危險物質的系統中,以確保系統在突發事件下能夠迅速減壓和降溫,從而減少事故風險。 減溫減壓閥門的設計原理通常包括以下特征: 快速響應:這些閥門必須能夠在緊急情況下快速響應,迅速減少系統壓力和溫度。 可靠性:減溫減壓閥門必須在各種工作條件下保持穩定和可靠的性能,以確保系統安全。 耐腐蝕性:考慮到它們通常用于處理腐蝕性流體或環境,這些閥門通常采用耐腐蝕材料制成,以延長使用壽命。 適應性:減溫減壓閥門需要能夠適應不同的工作條件和流體性質,因此其設計通常具有一定的靈活性。 這些閥門可能采用不同的工作原理和結構,包括安全閥、壓力釋放閥、節流閥等。選擇適合特定應用的減溫減壓閥門需要考慮到系統的具體要求和操作環境。冷軋板三合一卷料數控送料機原理
- 高溫高壓減溫裝置報價 2024-12-25
- 干熄焦發電減溫減壓銷售商 2024-12-25
- 四川減溫減壓閥 2024-12-25
- 3C筆記本沖壓機器人原理 2024-12-25
- 新能源汽車鈑金沖壓機器人出售 2024-12-25
- 熱軋板三合一卷料數控送料機銷售 2024-12-25
- 氣動減壓器生產 2024-12-25
- 廣東減溫減壓行價 2024-12-25
- 湖北蒸汽余熱回收減溫減壓 2024-12-25
- 白色家電機器人 2024-12-25
- 揚州煤礦用深孔鉆機 2024-12-28
- 手動焊接機解決方案 2024-12-28
- 溫州真空滲碳熱處理廠家排行 2024-12-28
- 閔行區高亮條形視覺光源怎么樣 2024-12-28
- 黑龍江AC風扇 2024-12-28
- 珠海洗滌污水處理設備服務 2024-12-28
- 不銹鋼水泵管道離心泵技術獨特 2024-12-28
- 上海力源斜軸泵供應 2024-12-28
- 河南牧風空壓機保養 2024-12-28
- 成都卡套式旋塞閥DN80 2024-12-28