汽車鈑金送料機公司
減溫減壓裝置、減溫器選用材料是全新高質量的、適合于工作條件,材料能承受工作條件下的溫度壓力而不造成變形、變質及任何部分的應力超限,且對各部件強度和其工作的適應性無任何影響。減溫減壓裝置、減溫器的材質及規格符合國際標準或國家標準中的有關技術條件,并附有鋼廠材質證明書(或復印件)。減溫減壓器、減溫器部件的主要材質如下:(按設計溫度合理選擇,不低于以下標準)1.減溫減壓器名稱型號部件主要材質備注減壓閥閥蓋、閥體ZG20CrMoV閥瓣不銹鋼堆焊CoCrW閥座不銹鋼堆焊CoCrW噴咀閥體12Cr1MoV閥瓣及內件不銹鋼截止閥閥蓋20閥體20閥瓣不銹鋼堆焊CoCrW閥桿25Cr2MoV止回閥閥蓋、閥體20內件不銹鋼堆焊CoCrW安全閥閥蓋WCB閥桿、活塞不銹鋼沖量安全閥閥蓋、閥體20鍛件溫度調節系統采用單座調節閥,閥芯與閥座間采用錐面密封,密封面堆硬質合金,標準配置的泄漏量為V級。汽車鈑金送料機公司

現場服務人員應有權全權處理現場出現的一切技術和商務問題。如現場發生質量問題,投標方現場人員在招標方規定的時間內處理解決。如投標方委托招標方進行處理,投標方現場服務人員要出委托書并承擔相應的經濟責任。對其現場服務人員的一切行為負全部責任。現場服務人員的正常來去和更換事先與招標方協商。要配合投標方現場服務人員的工作,并在生活、交通和通訊上提供方便。為使合同設備能正常安裝和運行,投標方有責任提供相應的技術培訓。培訓內容應與工程進度相一致。培訓計劃和內容由投標方在投標文件中列出:序號培訓內容計劃人天數培訓教師構成地點備注1培訓的時間、人數、地點等具體內容由招投標雙方商定。招標方應為投標方培訓人員提供設備、場地、資料等培訓條件,并提供食宿和交通方便。 氣動減溫減壓器代理流量特性采用等百分比特性。配合我司自主研發的較新結構的彈簧可調霧化噴嘴。
電機接線圖(以下為3810系列接線圖,電裝品牌不同時,按相應的品牌)PID的控制原理:在本裝置中,應用比較為廣的PID調節器,控制規律為比例、積分、微分控制,簡稱PID控制,又稱PID調節。PID調節以其結構簡單、穩定性好、工作可靠、調整方便而成為工業控制的主要技術之一。實際中也有PI和PD控制。PID控制器就是根據系統的誤差,利用比例、積分、微分計算出控制量進行控制的。1.比例(P)控制比例控制是一種比較簡單的控制方式。其控制器的輸出與輸入誤差信號成比例關系。當有比例控制時系統輸出存在穩態誤差(Steady-stateerror)。
試運行:預熱結束后,打開減溫水進口處截止閥,并逐漸開啟蒸汽進口處閘閥,按每分鐘升高0.1-0.15Mpa的速度逐漸升壓,同時手動操作減壓閥和給水調節閥,使蒸汽的壓力、溫度達到使用要求。在升壓過程中,當壓力升到額定壓力的50%時,用手動使安全閥起跳(連續起跳次數不要超過3次,以免損壞密封面),檢查安全閥的啟閉是否靈敏。打開疏水器,排出冷凝水。通過調整,蒸汽參數達到規定值后方可投入使用。具體升壓過程為:手動將閥位調整到10~20%,緩慢開大進口端閘閥,當壓力接近目標值時,將控制系統切換至自動,使系統進入自動狀態,繼續緩慢開大閘閥,觀察運行情況,調試完畢。減溫操作同理。用于調節閥的聯鎖電磁閥(二位三通)直接連接在執行機構氣路管線上,不允許采用氣控閥間接連接方式.

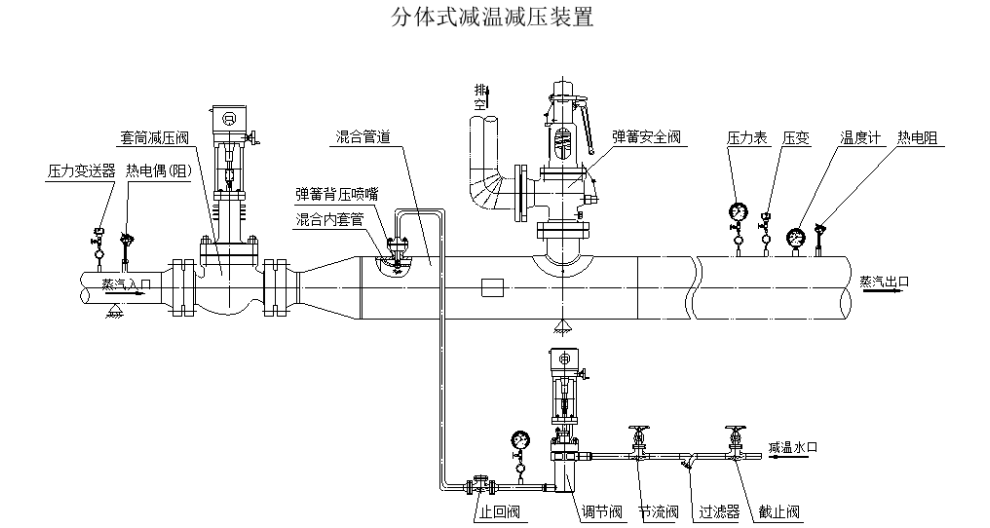
提供的設備為全新的、先進的、成熟的、完整的和安全可靠的,且設備的技術經濟性能符合技術規范書書的要求。設備的交貨順序和進度滿足工程安裝進度的要求。提供詳細供貨清單,但不局限于下列設備和裝置。清單中依次說明型號、數量、產地、生產廠家等內容。對于屬于整套設備運行和施工所必需的部件,即使本合同附件未列出/或數目不足,投標方在執行合同時無償補足。減溫減壓器 數量:2套。減壓閥套調節噴嘴套截止閥套止回閥套主管道套安全閥套沖量安全閥套壓力表只溫度計只過濾器套減溫水管套噴嘴執行器臺減壓閥執行器臺支座套配套法蘭及附件套提供能使減壓閥往返動作至少2次的儀表空氣貯罐,確保閥門在緊急狀況下安全動作。汽車鈑金送料機公司
消除了過去的由減溫減壓閥產生的熱應力,減壓閥密封面堆焊CoCrW合金,流道設計合理,起到穩流的作用。汽車鈑金送料機公司
減壓減溫裝置接口管道材料及規格如下:序號名稱設計壓力(MPa)設計溫度(℃)管道材料選用尺寸1減溫減壓器蒸汽進口3.105334.520GΦ219×6.52減溫減壓器蒸汽出口1.029020Φ377×9。就地顯示儀表應是經鑒定合格的產品,不得選用國家公布的淘汰產品。就地顯示儀表應能滿足電廠使用環境要求。壓力表精度等級為1.5級。壓力表顯示盤有欠壓區、工作區、報警區顯示區分,欠壓區為黃色、正常工作區位為綠色,報警區為紅色,以滿足目視化管理的需要,目視化要求是三色環(黃、綠、紅)。汽車鈑金送料機公司
- 高溫高壓減溫裝置報價 2024-12-25
- 干熄焦發電減溫減壓銷售商 2024-12-25
- 四川減溫減壓閥 2024-12-25
- 3C筆記本沖壓機器人原理 2024-12-25
- 新能源汽車鈑金沖壓機器人出售 2024-12-25
- 熱軋板三合一卷料數控送料機銷售 2024-12-25
- 氣動減壓器生產 2024-12-25
- 廣東減溫減壓行價 2024-12-25
- 湖北蒸汽余熱回收減溫減壓 2024-12-25
- 白色家電機器人 2024-12-25
- 安徽高速彎管機價格 2024-12-26
- 甘肅水刀切割機直銷 2024-12-26
- 數據監控芯片立庫制造商 2024-12-26
- 江西通用襯氟截止閥哪個好 2024-12-26
- 吉林防爆風機性能參數 2024-12-26
- 蘇州倒裝旋塞閥DN200 2024-12-26
- 無錫直熱熱收縮包裝機源頭廠家 2024-12-26
- 北京專業新能源電池集成設備-圍欄廠家 2024-12-26
- 湖南A3紙橫切機價格 2024-12-26
- 國產伺服閥廠家 2024-12-26