干熄焦發電減溫減壓器定制
設備工廠檢驗、監造所需要的技術資料投標方提供滿足合同設備工廠檢驗、監造所需的全部技術資料。施工、調試、試運、機組性能試驗和運行維護所需的技術資料投標方提供所有系統設備施工、調試、試運、性能試驗和運行維護所需的技術資料,包括但不限于此。系統設備安裝、調試和試運說明書,以及組裝、拆卸時所需的技術資料。安裝、運行、維護、檢修所需的詳盡圖紙和技術文件,包括設備管道總圖、分圖和必要的零件圖、計算資料等。系統設備的安裝、運行、維護、檢修說明書,包括系統設備的結構特點、安裝程序和工藝要求、調試要領。運行操作規定和控制數據定期校驗和維護說明等。氣動閥門制造廠應提供所有閥門的管路連接原理圖。干熄焦發電減溫減壓器定制
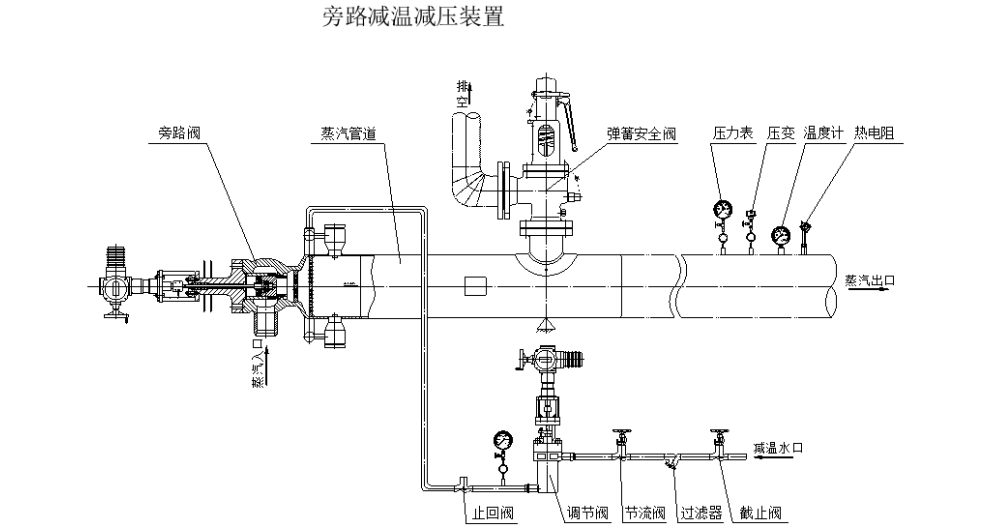
二次壓力檢測有減溫減壓裝置二次蒸汽出口管道上測壓點取出的壓力信號P2,經壓力變送器轉換成壓力信號成正比的4—20mADC信號送至智能調節儀.智能調節儀接受從壓力變送器來的信號,自動顯示被測壓力值.二次壓力檢測系統2.1.3、二次壓力調節智能調節儀接受從壓力變送器來的二次壓力P2相對應的4—20mADC信號,由主屏顯示所得的壓力P2,并對測量信號與給定信號之偏差進行P(比例),I(積分)運算,結果以4—20mADC信號輸出.從調節器出來的4—20mADC信號在伺服放大器中與電動執行器發出的反饋信號進行比較,由于這二個信號的極性相反,若他們不相等就有誤差磁熱出現,從而使伺服放大器有足夠的輸出功率,伺服放大器的輸出通過操作器驅動電動執行器的伺服電機,使執行器的輸出軸通過杠桿帶動減壓閥朝減小這誤差磁熱的方向運轉,直到位置反饋信號與輸入信號相等為止,這時蒸汽出口管道上壓力就穩定在工藝需要的給定值(人工輸入)上,達到壓力自動調節的目的,二次壓力調節系統山東高溫減溫裝置合理地選擇進口減溫減壓器的材料,噴嘴及裝置殼體采用耐沖蝕的材料,并提供主要零部件材料的材料表。

PID經驗數據溫度:P=20—60%I=180—600SD=3—180S;壓力:P=30—70%I=24—180SD=0S(切除);流量:P=40—60%I=6—60SD=0S(切除);液位:P=20—80%I=60—300SD=0S(切除)。特別提醒:儀表的自整定功能不要使用!請使用經驗數據!自控圖紙(每套設備有對應控制電路圖見設備清單)接線:按照控制圖認真準確無誤接線即可進入調試階段。就地控制系統(如有)故障及處理方法:故障現象原因分析排除方法a儀表無顯示b儀表無輸出c儀表亂碼a.儀表接線錯誤、儀表設置錯誤、儀表損壞。b.儀表接線錯誤、儀表設置錯誤、儀表損壞。C.儀表損壞。a.參照說明書,進行重新設定。檢查線路,確認接線準確。如儀表損壞,及時進行更換。b.參照說明書,進行重新設定。檢查線路,確認接線準確。如儀表損壞,及時進行更換。C.及時進行更換。
減溫減壓裝置結構設計和熱力計算嚴格按《減溫減壓裝置設計協議》,減溫減壓裝置的強度等計算充分考慮運行情況下可能出現的各種荷載的比較不利的組合,所有管道元件、各重要部件都經過嚴格的應力校核,同時滿足減溫減壓器安裝后,管道無須加裝補償器。設備出廠前進行清理,外部涂兩度防銹漆,再涂兩度調和漆。安裝時,安全閥的下方設置固定支架和在管道的末端及減壓閥處設置滑動支架。減溫減壓裝置能在允許的負荷變化范圍內的各種工況下連續運行,當進口蒸汽溫度設定值發生變化時,能自動快速調節噴水調節閥,當出口溫度恢復到設定值后,閥門能保持穩定,并達到性能要求。各減壓器用減壓閥采用氣動執行機構,能同時滿足設計要求的各個工況。
性能驗收試驗的費用:試驗的配合等費用已在合同總價內。其它費用,如試驗在現場進行,由招標方承擔;在投標方工廠進行,則已包含與合同總價之中。性能驗收試驗結果的確認:性能驗收試驗報告以招標方為主編寫,供方參加,共同簽章確認結論。如雙方對試驗的結果有不一致意見,雙方協商解決;如仍不能達成一致,則按合同條款執行。進行性能驗收試驗時,一方接到另一方試驗通知而不派人參加試驗,則被視為對驗收試驗結果的同意,并進行確認簽蓋章。進口減溫減壓器總長度(含減壓閥)不超過5000mm。保溫杯沖壓拉伸機械手銷售
:減壓部分是減壓閥、節流降噪孔板等組成。干熄焦發電減溫減壓器定制
試運行:預熱結束后,打開減溫水進口處截止閥,并逐漸開啟蒸汽進口處閘閥,按每分鐘升高0.1-0.15Mpa的速度逐漸升壓,同時手動操作減壓閥和給水調節閥,使蒸汽的壓力、溫度達到使用要求。在升壓過程中,當壓力升到額定壓力的50%時,用手動使安全閥起跳(連續起跳次數不要超過3次,以免損壞密封面),檢查安全閥的啟閉是否靈敏。打開疏水器,排出冷凝水。通過調整,蒸汽參數達到規定值后方可投入使用。具體升壓過程為:手動將閥位調整到10~20%,緩慢開大進口端閘閥,當壓力接近目標值時,將控制系統切換至自動,使系統進入自動狀態,繼續緩慢開大閘閥,觀察運行情況,調試完畢。減溫操作同理。干熄焦發電減溫減壓器定制
- 高溫高壓減溫裝置報價 2024-12-25
- 干熄焦發電減溫減壓銷售商 2024-12-25
- 四川減溫減壓閥 2024-12-25
- 3C筆記本沖壓機器人原理 2024-12-25
- 新能源汽車鈑金沖壓機器人出售 2024-12-25
- 熱軋板三合一卷料數控送料機銷售 2024-12-25
- 氣動減壓器生產 2024-12-25
- 廣東減溫減壓行價 2024-12-25
- 湖北蒸汽余熱回收減溫減壓 2024-12-25
- 白色家電機器人 2024-12-25
- 甘肅水刀切割機直銷 2024-12-26
- 數據監控芯片立庫制造商 2024-12-26
- 江西通用襯氟截止閥哪個好 2024-12-26
- 吉林防爆風機性能參數 2024-12-26
- 蘇州倒裝旋塞閥DN200 2024-12-26
- 無錫直熱熱收縮包裝機源頭廠家 2024-12-26
- 北京專業新能源電池集成設備-圍欄廠家 2024-12-26
- 國產伺服閥廠家 2024-12-26
- 北侖區維倫觸摸屏維修什么價格 2024-12-26
- 濟寧16000型綜合破碎機 2024-12-26