今日標準走心機收費
雙主軸走心機TC206各軸配用進口高精密直線導軌、滾珠絲桿及精密軸承。采用同步導套結構,實現高速、高精度加工。有導套與無導套靈活切換,滿足不同加工工藝要求。關鍵部件含氣密封結構,防油防渣,提高使用壽命及穩定性。選用大扭矩電機,高剛性大強度各軸滑臺及刀具安裝座,滿足大切削量,加工效率高。高擴展性,刀具數量配置根據工藝搭配,性價比高。超長Z軸配置,一次裝夾最大加工長度245mm。標準配置:中國臺灣新代數控系統主軸氣動夾緊機構、活動導套、同步回轉導套裝置、動力刀具、工件短件接料裝置、Y2刀座。選裝配置:無導套裝置、三菱數控系統、發那科數控系統、高壓油泵、油霧收集器、排屑機、長件接料裝置。走心機的主背軸功能強大,能同時加工兩端,有效提高加工效率。今日標準走心機收費

根據日本機床制造商協會(JMTBA)發布數據,2024年9月日本機床訂單總額為1253.6億日元(約62.68億元人民幣),環比增長13.2%,為三個月來環比增長,同比下降6.4%,為連續第二年同比下降。9月訂單在季節性因素及其他因素共同作用下,日本國內外需求訂單較8月均有所增加,但增加的勢頭并不強勁,并未出現真正意義上的恢復,后期仍需密切關注訂單的走勢。9月日本國內訂單環比增長29.0%,達到415.3億日元,三個月來環比增長,同比下降了7.8%。主要行業中,工業機械訂單較8月增長11.0%,汽車增長3.8%,電子與精密機械增長128.1%,飛機、造船與運輸設備增長8.2%。9月來自海外的訂單額為838.3億日元,環比增長6.7%,3個月出現環比增長,同比下降5.7%。按地區來看,來自亞洲的訂單額為428.1億日元,環比減少1.9%,同比增長32.2%;來自歐洲的訂單額為135億日元,環比增長26.1%,同比減少34.7%;來自北美的訂單額為247.8億日元,環比增長7.8%,同比減少27.5%,市場環境依然嚴峻。9月來自中國的訂單額同比大幅增長40.1%,達到274.18億日元(約13.71億元人民幣),連續六個月保持增長。來自印度和越南市場的表現也很強勁,日本機床協會認為“整個亞洲市場繼續保持高位穩定”。陜西走心機一般多少錢走心機,高精度加工利器,一次裝夾多工序,零件成型高效且精密。

優勢: 高精度加工走心機具有很高的加工精度,能夠將零件的尺寸公差控制在極小的范圍內。例如,它可以將一些小型精密軸類零件的外徑公差控制在±0.005mm以內,這對于一些對精度要求極高的行業,如航空航天、醫療器械等非常關鍵。在航空航天領域,一些發動機零部件的加工精度直接關系到發動機的性能和可靠性,走心機能夠滿足這些高精度加工的要求。高效生產由于走心機能夠在一次裝夾中完成多種加工工序,減少了多次裝夾所帶來的定位誤差和時間浪費。它的加工效率比傳統車床要高很多。例如,在加工一批復雜的小型五金零件時,傳統車床可能需要經過多次裝夾,在不同的設備上進行加工,而走心機可以在一臺設備上快速完成所有加工步驟,加工時間可以縮短30%-50%左右。
走心機型號命名原則
示例:TC266-IV表示機型名稱簡稱為TC,比較大加工棒料直徑為26mm,直線移動軸數為6,設計序號為IV.
技術要求:
機床在以下工作條件下應能正常工作:
a)環境溫度:5℃~40℃;
b)相對濕度:30%~75%;
c)振動:≤4.9m/s2;
d)工作電壓:三相380V;
e)電壓波動范圍:±10%;
f)工作頻率:50Hz。
外觀質量:
1機床外觀表面不應有圖樣未規定的凸起、凹陷、粗糙不平和其他損傷。
2.機床的防護罩應平整、勻稱,不應翹曲、凹陷。
3.機床零、部件外露結合面的邊緣應整齊、勻稱,除設計允許外不應有明顯的錯位。
4.外露的焊縫應平直、均勻。5.3.5機床外露零件表面不應有磕碰、銹蝕。螺釘、鉚釘、銷子端部不應有扭傷、錘傷等缺陷。
5.電鍍件、發黑件色調應一致,防護層不應有褪色、脫落現象。
6.電氣、液壓、潤滑和冷卻等管道的外露部分應布置緊湊、排列整齊,不應產生扭曲、折疊等現象。
7.機床零件未加工的表面應涂以油漆。涂漆應噴刷均勻,不應有起皺、堆積、流掛、露底等現象。
8.機床上的各種標牌應清晰、耐久。產品銘牌宜固定在機床的明顯位置,并應平整牢固、不歪斜。
走心機在細長軸加工中獨具優勢,車銑復合,確保尺寸準確,表面光潔。
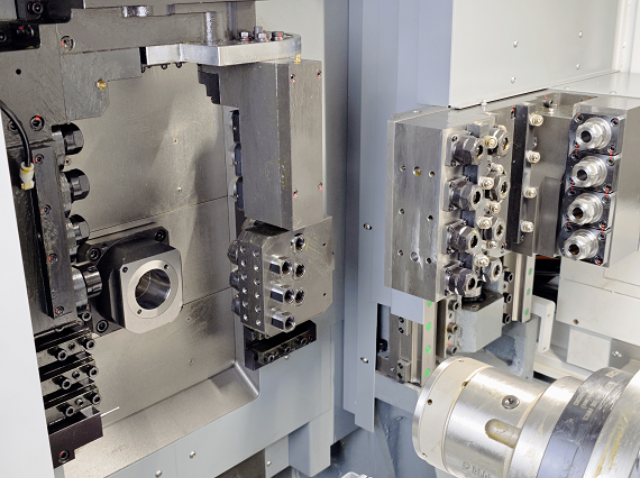
今日標準走心機機構設計緊湊,采用回字形布局,布局合理,刀具配置豐富,可滿足不同零件的加工需求。進口高精密絲桿導軌,實現精密高效加工。靈活導套結構,全系列均可實現有導套和無導套模式切換,可方便快捷實現工件加工模式。多種動力刀具選項,可選配多樣的動力刀具組件,可輕松靈活滿足復雜工藝的零件。搭配油膜送料機,自動上下料,減輕工人勞動強度,降低企業人力成本,實現連續不停機加工。市場應用電子產品、通訊零件、醫療器械、氣動液壓,閥門等行業。高速走心機運轉平穩,噪音低,為車間營造良好工作環境。新疆瑞士型走心機工藝
數控走心機的冷卻潤滑系統十分高效,高壓冷卻液準確噴射,降溫排屑,延長刀具使用壽命。今日標準走心機收費
雙主軸走心機TC385各軸導軌采用30型P級滾柱導軌,32型雙螺母C3級絲桿。本機內藏式電主軸,液壓夾緊,確保大強度加工。主軸夾緊兼容前推、后拉兩種夾緊形式,無需大直徑研磨材料。主軸帶導套一次加工長度320mm。主軸側銑采用ER25+ER20配2.3大功率電機,配合主軸液壓剎車,提高銑削效率及剛性。主軸刀架采用回字形布局,減小機床體積,增強刀架結構剛性,換刀速度快。標準配置:短件接料器、接料輸送帶、同步回轉導套裝置、主軸側面四軸動力頭、零件切斷檢測裝置、無導套裝置。選裝配置:斜孔鉆、長件管式接料裝置、高壓冷卻組件、油霧收集器、鏈板排屑器、插拔動力刀具。今日標準走心機收費
- 江西走心機按需定制 2025-02-05
- 云南自動化走心機 2025-01-27
- 安徽走心機報價表 2025-01-27
- 今日標準走心機收費 2025-01-27
- 四川六軸走心機售后服務 2025-01-27
- 江西雙主軸走心機案例 2025-01-27
- 陜西雙主軸走心機工廠 2025-01-26
- 河北五軸走心機 2025-01-26
- 陜西國內走心機型號 2025-01-26
- 山東走心機應用范圍 2025-01-26
- 蘭州四向穿梭車怎么樣 2025-02-05
- 高溫減速機批量定制 2025-02-05
- 北京室外隧道進口電動葫蘆 2025-02-05
- 鑄鋼閘閥結構 2025-02-05
- 鹽城單缸柴油機氣缸蓋哪家好 2025-02-05
- 重慶直銷防火門系列 2025-02-05
- 上海PU530X-03D電磁閥 2025-02-05
- 上海鶴管干斷閥制造廠家 2025-02-05
- 合肥圖片編程涂覆機價格 2025-02-05
- 大連泄氣閥綜合性能測試設備供應 2025-02-05