Y63機殼定做(今日/實時行情)
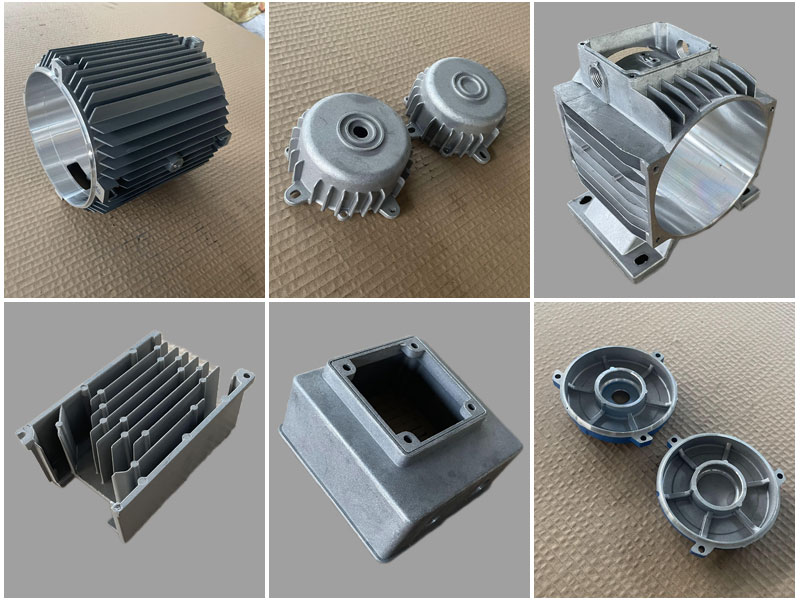
Y63機殼定做(今日/實時行情)利升鑄造,Y2系列電機殼哪家好,電機定子繞組的拆除方法如下先加熱定子。加熱的方法有大電流軟化法利用調壓器或電焊機二shu次繞組低壓大電流,通入電機繞組對繞組加熱。電纜的大小控制在電機額定電流的%左右,使電機繞組溫升在℃以下。鋁電機殼中鋁合金的優勢鋁合金及其加工材料具有一系列優良特性,諸如密度小比強度和比剛度高彈性好抗沖擊性能良好耐腐蝕耐磨高導電高導熱易進行表面處理良好的加工成型性以及高回收再生性等鋁合金電機殼。

微電動機殼廠,提高鋁電機殼毛坯質量在生產車間加工裝配中經常發生工件不能裝配到位的情況,大多數這樣情況的原因是由于鋁電機殼的外形尺寸的超差底腳根部太大和非配合面的高度高于加工平面造成的,這樣的情況不僅增加了裝配時的難度,還增加了維修工作量。這里,提高靜壓頭的真正含義主要是加大直澆道的鐵液存儲量。鑒于這個目的,我們將直澆道的靜壓頭由原來的50提高到90一m,同時將直澆道靜壓頭部分的直徑擴大到80,意思是讓這部分起冒口的作用。提高靜壓頭,增大澆注后期的補縮,澆注壓頭過低,澆注后期的補縮量不足,都會使鑄件產生縮陷。

由于其立即危害相互配合和電機的應用實際效果,如發燙,震動,聲線,環保節能和終使用期。我司堅持以“科學管理安全生產保質保量誠信服務”為宗旨,在全國范圍內以大量的工程業績及完善的,為廣大客戶提供優良的服務。電機殼的加工不論是電動機軸還是電機軸承端蓋,其同軸度規定非常之高。
在加工端蓋軸承室位置時如何尺寸公差與表面光潔度單靠機械設備是無法滿足需要的,因此我們選用超精滾軋頭對軸承室的內徑進行滾軋加工,在高速滾軋擠光后使內孔的表面達到了鏡面的效果,也使表面硬度提高40HV,即增加了耐磨性也增加了耐疲勞強度,從而了電動機端蓋的質量要求。
Y63機殼定做(今日/實時行情),計算和確定合適的電動機容量。因此應使設備需求的容量與被選電動機的容量差值,使電動機的功率被充分利用。另外還要考慮電機的可靠性高和便于維護的電動機,這樣維修電機配件的時候可以節約維護成本。通常設計制造的電動機,在75%-額定負載時,效率。

磨好后,用壓縮空氣吹凈。用塑料黃化劑給電動機殼去黃如果電動機殼發黃時間長了,比如壁掛空間的外殼發黃,那么可以用塑料黃化解決泛黃的題。以下就為大家介紹幾個解決方法因為電動機殼變黃了,會直接抓住人的眼球,所以會產生不好的視覺效果,還會影響整個室內空間的效果,所以人們想用任何方法來解決。河北鋁合金電機外殼批發商,那該怎么解決呢。各電刷壓力之差不應超過±10%,壓力可以用彈簧秤來測量,以20~25kPa為宜。若一臺微型電機一次性更換半數以上的電刷,應先以輕載運行12h以上,使電刷與集電環有較好的配合之后再滿載運行。電刷的壓力可用刷握上的彈簧來調整。
Y63機殼定做(今日/實時行情),自動化碼頭設備對電動機外殼的可靠性要求非常高,對電動機外殼在裝配后與其它零部件的配合精度同樣要求很高,所以我們在生產及檢驗過程中對尺寸公差形位公差每一件都進行嚴格的檢驗控制,確保每一件電機外殼尺寸公差都在配合公差內。
Y63機殼定做(今日/實時行情),按著組合機床工序集中的工藝原則,且為了提高兩端面孔的同軸度精度,微型電機殼體數控車床采用鐵芯孔定位,工件一次裝夾下運用兩把刀同時車削兩端面,車止口。壓鑄電機殼價格,工藝方案的創新傳統加工電機殼體兩端面工藝為加工完一端,然后將微型電機殼體翻轉再加工另一端。川鋁電動機殼生產廠家技術方面的研發和提升,并不是一件隨意的事情,而是需要建立在當下的一些條件之上,我們能夠站在巨人的肩膀上,那么很多事情就會變得更加容易。鋁合金電機殼。除此之外,電動機殼內在技術的提升,需要了解目前市場的技術情況。
微電機的種類和簡單介紹平時我們常聽說的是直流電動機步進電動機等,對于微電機這個名稱不是很熟悉,今天為大家了一下相關資料參考,希望能夠對您的理解有幫助微電機,全稱“微型電動機”,是指直徑小于160mm或額定功率小于750mW的電機。
電機外殼的鑄造材料發生了很大的變化。殼體制造加工技術一直是電機制造企業的核心生產技術之一。未來,微型電機機殼將朝著小型化智能化方向發展,電機外殼技術也在不斷進步。以上只是概率大發生頻繁對企業效益影響大的企業。當然,電機外殼的不止上述。可以微型電機機殼改進冶煉工藝。同時,也解決了微型電機機殼制造過程中的一些瓶頸問題。但是,中國還需要繼續學際技術,進一步提高產品質量和競爭力。從以前的鑄鐵到現在,鋁合金等材料得到了廣泛的應用。
Y63機殼定做(今日/實時行情),電動機外殼電機機殼生產制造過程中都會產危險廢棄物,如粉塵油漆廢渣等固體廢物,這些固體廢棄物須要與有相應處理資質的企業簽訂處理協議,按照法律的要求做好交接,保留相關證據。電動機外殼生產企業應積極的響應環保的政策,與環保部門主動的進行溝通,積極按要求完成整改,不偷排。

- 2025上海國際農產品食品博覽會時間2024已更新(今日/動態)
- 長三角國際森博會日程安排(相信選擇沒錯!2024已更新)
- 內蒙古靠譜的全自動洗地車(你了解2024已更新)
- 2025年京津冀農產品博覽會會刊(解密:2024已更新)
- 今年上海國際果蔬展門票(正文:2024已更新)
- 竹產業大會排期表(快訊!2024已更新)
- 今年長三角國際竹展日程安排(今年行情2024已更新)
- 長三角國際亞竹展展位(今日/商情)
- 四川高速路沿石2024已更新(今日/價格)
- 濰坊羽衣甘藍(趨勢闡述,2024已更新)
- 檢測報告菲律賓使館認證不成功不收費(快訊!2024已更新)
- 森交會對接(推薦之二:2024已更新)
- 2025年京津冀果蔬展參展說明2024+上+門+咨+詢
- 江蘇蒸汽管道帶壓開孔(看這里! 2024已更新)
- 長三角茶博會地點(今日直選:2024已更新)