天津線盒生產(chǎn)廠家2024已更新今日
天津線盒生產(chǎn)廠家2024已更新今日利升鑄造,真空壓鑄法與普通壓鑄法相比具有以下特點(diǎn)氣孔率大大降低;真空壓鑄的鑄件的硬度高,微觀組織細(xì)小;真空壓鑄件的力學(xué)性能較高。近來,真空壓鑄以抽除型腔中的氣體為主,主要有兩種形式從模具中直接抽氣;置模具于真空箱中抽氣。

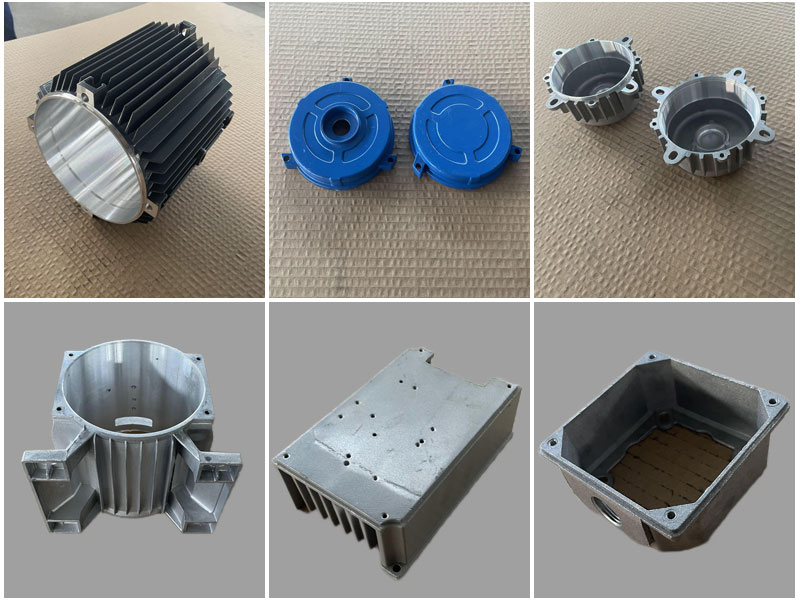
電動機(jī)外殼電機(jī)機(jī)殼生產(chǎn)制造過程中都會產(chǎn)危險廢棄物,如粉塵油漆廢渣等固體廢物,這些固體廢棄物須要與有相應(yīng)處理資質(zhì)的企業(yè)簽訂處理協(xié)議,按照法律的要求做好交接,保留相關(guān)證據(jù)。電動機(jī)外殼生產(chǎn)企業(yè)應(yīng)積極的響應(yīng)環(huán)保的政策,與環(huán)保部門主動的進(jìn)行溝通,積極按要求完成整改,不偷排。

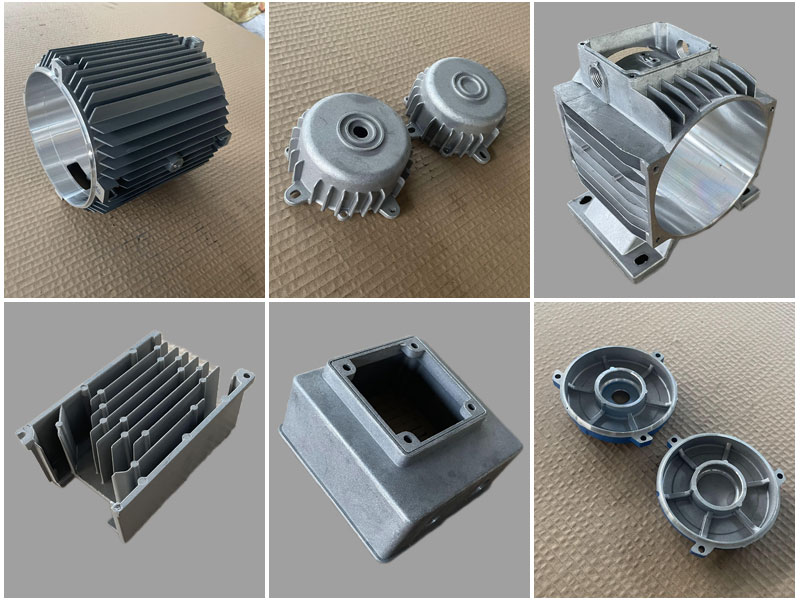
電機(jī)驅(qū)動模塊采用的是ULNA8排達(dá)林頓管,每個芯片可以控制2個步進(jìn)電機(jī)。步進(jìn)電機(jī)采用的是4相12伏步進(jìn)電機(jī)。鋁電機(jī)殼電機(jī)的噪聲產(chǎn)生的原因鋁電機(jī)殼的研發(fā),成功替代了鋁合金鑄造成型電機(jī)殼。它解決了鑄造鋁電機(jī)殼的材料致密度較差容易造成氣孔砂眼等鑄造的題,并且解決了鑄造鋁電機(jī)殼致密度表面鑄造粗糙度較差,嚴(yán)重影響機(jī)體的耐蝕性和耐腐性,同時加工量也會增大的。因?yàn)椴竭M(jìn)電機(jī)的工作電壓為12V,對于達(dá)林頓管單條引腳來說,負(fù)載較大。模塊初始化程序首先要啟用設(shè)備,系統(tǒng)軟件采用的是獲取設(shè)備名稱的方式。
在工序上提高鋁電機(jī)殼的質(zhì)量改良了鋁電機(jī)殼加工質(zhì)量的工序后,機(jī)殼的度和形位公差達(dá)不到要求的話就會對模具的定位有很大影響。加工機(jī)殼的時候要注意止口平面去除外面高的地方,而且要低于止口平面。本主要參數(shù)出示了位置控制方法下控制器分辨是不是進(jìn)行定位的根據(jù),當(dāng)位置誤差電子計數(shù)器內(nèi)的剩下脈沖數(shù)小于或等于本主要參數(shù)預(yù)設(shè)值時。鋁合金電機(jī)殼。工件在精加工的時候?yàn)榱瞬蛔冃我⒁饬Φ拇笮 K欧刂破鬏^大輸出轉(zhuǎn)距設(shè)定設(shè)置位置控制方法下定位進(jìn)行單脈沖范疇;
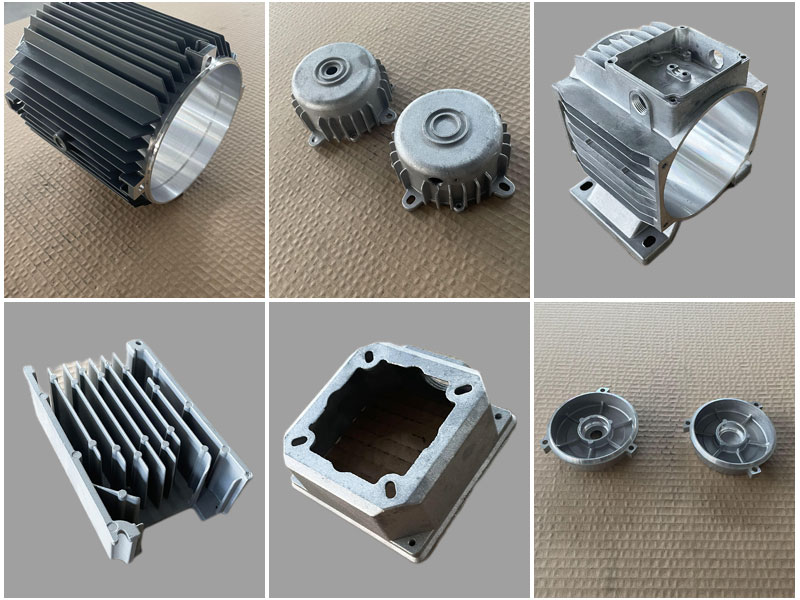
電機(jī)鋁殼廠家,為什么需要定制微型電機(jī)殼,微型電機(jī)可以非常地控制速度和位置精度,并且可以將電壓信轉(zhuǎn)換成轉(zhuǎn)矩和速度來驅(qū)動控制對象。采用保護(hù)接地的電動機(jī)接觸外殼短路時,產(chǎn)生的短路電流不使絲和其他保護(hù)電動機(jī)動作時,中性線的電位上升,與中性線連接的電動機(jī)的金屬外殼帶有觸電的危險電壓。所以在同一供電系統(tǒng)中,電動機(jī)的保護(hù)接地和保護(hù)接零不能混用。伺服電動機(jī)的轉(zhuǎn)子速度由輸入信控制,并且可以快速響應(yīng)。在自動控制系統(tǒng)中,它用作致動器,具有機(jī)電時間常數(shù)小,線性度高和啟動電壓高的特點(diǎn)。甘肅Y2系列電機(jī)殼批發(fā)
天津線盒生產(chǎn)廠家2024已更新今日,電機(jī)鋁殼哪家好,無彈簧鋼絲的熱處理鋼帶制造各種螺旋彈簧和片彈簧,以具有良好的柔韌性,應(yīng)與淬火回火處理。塑性加工是使金屬在外力(通常是壓力)作用下,產(chǎn)生塑性變形,獲得所需形狀,尺寸和組織,性能的制品的一種基本的金屬加工技術(shù),以往常稱壓力加工。微型電機(jī)殼塑性加工與金屬鑄造切削焊接等加工方法相比,有以下特點(diǎn)電機(jī)殼塑性加工是金屬整體性保持的前提下,依靠塑性變形發(fā)生物質(zhì)轉(zhuǎn)移來實(shí)現(xiàn)工件形狀和尺寸變化的,不會產(chǎn)生切屑,因而材料的利用率高得多。熱具有提高錒彈簧鋼絲各種螺旋彈簧,彈簧冷傷口的處理和消除形成內(nèi)應(yīng)力,性能穩(wěn)定,應(yīng)進(jìn)行回火。焊接件要消除過熱,細(xì)化內(nèi)部組織,消除內(nèi)應(yīng)力,提高焊接強(qiáng)度,應(yīng)選用正火。
后者是將固態(tài)金屬粒或碎屑送入螺旋壓射成形機(jī)中,在加熱和受剪切的條件下使金屬顆粒變成漿料后壓鑄成形。半固態(tài)壓鑄成形工藝的關(guān)鍵是有效制取半固態(tài)合金漿料控制固液組分的比例及半固態(tài)成形過程自動化控制的研究開發(fā)。
QT700-2球墨鑄鐵化學(xué)成分C6~8wt%,Si0~5wt%顯微組織球狀石墨+基體組織HT200HT150灰口鑄鐵化學(xué)成分C%=5-0Si%=0-5Mn%=0.5-4微量SP顯微組織片狀石墨+基體組織(FF+PP鑄鐵電機(jī)殼的材質(zhì)發(fā)展到這個?。例如鋁銅鋅等合金才是有色金屬。再如安全性能要求高的公共交通高速鐵路列車上使用的電機(jī)就是使用球鐵電機(jī)殼QT450,因?yàn)樵诟咚龠\(yùn)動和制動的過程,對電機(jī)的抗拉強(qiáng)度要求高,使用這樣的材質(zhì)對設(shè)備的安全性能才會有。
的壓鑄技術(shù)早期的臥式冷室壓鑄機(jī)的壓鑄過程只有一個速度壓送金屬液進(jìn)入模具,壓射速度只有1m~2m/s。壓鑄鋁合金按性能分為中低強(qiáng)度(如中國的Y10和高強(qiáng)度(如中國的Y11兩種。目前工業(yè)應(yīng)用的壓鑄鋁合金主要有以下幾大系列Al-SiAl-MgAl-Si-CuAl-Si-MgAl-Si-Cu-MgAl-Zn等。
自動化碼頭設(shè)備對電動機(jī)外殼的可靠性要求非常高,對電動機(jī)外殼在裝配后與其它零部件的配合精度同樣要求很高,所以我們在生產(chǎn)及檢驗(yàn)過程中對尺寸公差形位公差每一件都進(jìn)行嚴(yán)格的檢驗(yàn)控制,確保每一件電機(jī)外殼尺寸公差都在配合公差內(nèi)。
天津線盒生產(chǎn)廠家2024已更新今日,我們持續(xù)改進(jìn)不僅在技術(shù)硬件上,更表現(xiàn)在'軟件'上,每年組織管理層參加外訓(xùn)提升管理水平,減少經(jīng)驗(yàn)主義的自行其是使得我們的電機(jī)外殼電機(jī)機(jī)殼符合國際標(biāo)準(zhǔn),滿足客戶的需求。不斷持續(xù)服務(wù)客戶,緊隨客戶要求。凡是涉及車間作業(yè)的改進(jìn)方案都需與一線人員協(xié)商征求他們意見這樣產(chǎn)品的改進(jìn)不會脫離實(shí)際,達(dá)到改進(jìn)的目的。

- 今年京津冀森林果蔬展展位申請2024已更新今日行情
- 錦州鋼質(zhì)防火窗制作(熱點(diǎn):2024已更新)
- 山東農(nóng)用食用菌綠白膜經(jīng)銷商(一定要看,2024已更新)
- 惠州優(yōu)質(zhì)石膏巖棉手工夾芯板聯(lián)系方式(服務(wù)好!2024已更新)
- 今年長三角國際農(nóng)品展展商手冊(歡迎光臨-2024已更新)
- 福建無煙煤(今日/解釋)
- 株洲兒童心理咨詢學(xué)校地址(服務(wù)好!2024已更新)
- 貴陽廣角通用噴嘴廠家電話2024已更新(今日/推薦)
- 沿海城市捆裝干瓢段生產(chǎn)商(大喜訊!2024已更新)
- 2025年北京森博會門票(今日/推薦)
- 京津冀國際森林食品大會展位申請今日價格一覽表(2024更新)
- 2025年長三角國際竹日用品展時間按人氣實(shí)力榜單推薦!
- HP80L86MV海普洛濾芯供應(yīng)商(你了解2024已更新)
- 棗莊簡易大棚防火材料生產(chǎn)廠家(今日新聞-2024已更新)
- 臨河快捷的氬氣-2024新聞已更新